




























GSK988T Turning CNC System User Manual
176
Ⅰ
Programming
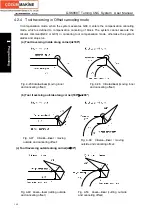
Fig.4-68 machining an inner sidestep less than 90°
z
Corner motion
When two or more than movement vector in the end point of one block create, the tool
moves to another vector from the vector linear, which is called the corner motion. When the
single block is valid, the tool stops in the last vector.
When two vectors coincide, the system does not execute the corner motion and the second
vector will be ignored. When the two-axis increments of the movement vector in the
compensation level are less than the setting values of No. 5010(CLV), the second vector is
ignored, but it is not ignored when the interpolation block is the arc.
Fig. 4-69 corner motion
z
Changing compensation value
(a) The system executes the tool change in the compensation cancel mode, the compensation
value is changed. When the compensation value is changed in the compensation mode,
No.5001 Bit4(EVR) can set whether the compensation value change is valid from the nest T
command or the next buffer block.
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































