





























GSK988T Turning CNC System User Manual
74
Ⅰ
Programming
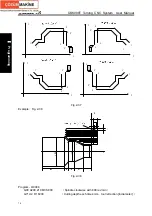
the starting point of finishing path (i.e. starting point of ns block)is the same these
of starting point and end point of G72, called A point; the first block of finishing
path(ns block)is used for Z rapid traversing or cutting feed, and the end point of
finishing path is called to B point; the end point of finishing path(end point of nf
block)is called to C point. The finishing path is A
→
B
→
C.
Roughing
path
The finishing path is the one after offsetting the finishing allowance
(
Δ
u,
Δ
w
)
and is
the path contour formed by executing G72. A, B, C point of finishing path after
offset corresponds separately to A’, B’, C’point of roughing path, and the final
continuous cutting path of G72 is B’
→
C’ point.
Δ
d
It is each travel of Z tool infeed in roughing without sign symbols, and the direction
of tool infeed is defined by move direction of ns block.
Δ
d is reserved after the
system executes W
(
Δ
d
)
and NO.5132 value is modified. The value of system
parameter NO.051 is regarded as the travel of tool infeed when W
(
Δ
d
)
is not input.
e
It is each travel of Z tool infeed in roughing without sign symbols, and the direction
of tool retraction is opposite to that of tool infeed; after R(e) is executed, e value e
is reserved and the system modifies No.5133 value. The value of system
parameter NO.5133 is regarded as the travel of tool retraction when R
(
e
)
is not
input.
ns
Block number of the first block of finishing path.
nf
Block number of the last block of finishing path.
Δ
u
X finishing allowance in roughing, (X coordinate offset of roughing path compared
to finishing path, i.e. the different value of X absolute coordinate between A’and A,
diameter value with sign symbols).
Δ
w
Z finishing allowance in roughing, its value: -9999.999~9999.999 ( Z coordinate
offset of roughing path compared to finishing path, i.e. the different value of X
absolute coordinates between A’ and A, with sign symbols).
F
Cutting feedrate; S: Spindle speed; T: Tool number, tool offset number.
M, S, T, F
They can be specified in the first G72 or the second ones or program ns
~
nf. M, S,
T, F functions of M, S, T, F blocks are invalid in G72, and they are valid in G70
finishing blocks.
Address Incremental
system
Metric
(
mm
)
input
Inch (inch) input
ISB system
0.001~99999.999
0.0001~9999.9999
W
(
Δ
d
)
ISC system
0.0001~9999.9999
0.00001~999.99999
ISB system
0
~
99999.999
0
~
9999.9999
R
(
e
)
ISC system
0
~
9999.9999
0
~
999.99999
ISB system
-99999.999
~
99999.999 -9999.9999
~
9999.9999
U
(
Δ
u
)
ISC system
-9999.9999
~
9999.9999
-999.99999
~
999.99999
ISB system
-99999.999
~
99999.999
-9999.9999
~
9999.9999
W
(
Δ
w
)
ISC system
-9999.9999
~
9999.9999
-999.99999
~
999.99999
ISC system
1
~
99999
1
~
99999
P
(
ns
)
ISC system
1
~
99999
1
~
99999
Q
(
nf
)
ISC system
1
~
99999
1
~
99999
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































