





























GSK988T Turning CNC System User Manual
46
Ⅰ
Programming
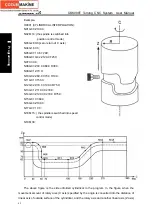
Fig. 2-12
Note 1: The initial mode of G22/G23 can be set by No. 3402 Bit 7(G23) when the system is turned on again.
Note 2: G22 stored travel check is limited to the stored travel limit check 2, and the detailed is referred to
OPERATION
;
Note 3: The data is set by the distance(min. command increment is taken as the unit) to the reference
position when the parameter sets the top point of the forbidden area;
Note 4: Whether the limit range is the inner side or outer side of the area is set by No. 1300 Bit0 (OUT) , and
it is the inner side when it is set to 0;
Note 5: The limit is valid after the system executes the reference position return; the system alarms when
the reference position is in the limit area in G22;
Note 6: The tool reversely traverses when the travel alarm appears;
Note 7: G22/G23 is commanded in an alone block;
Note 8: The system is switched from G23 to G22 in the forbidden area, there are as follows: the system
alarms in the next movement block when the forbidden area is in the inner side; alarms when the
forbidden area is in the outer side;
Note 9: When the set forbidden area is set by mistaken sequence, the system executes the area check of
the two points as the top points;
Note 10: When No.1310 Bit 0(OT2x) of the stored travel limit check 2 is set to 1(executing the stored travel
limit 2 check), the system executes G22 and then the check; the system does not execute the
check when it is G23.
2.10 Skip Interpolation G31
Command function:
In the course of executing the command, when the outside skip signal
(X3.5) is input, the system stops the command to execute the next
block.
The function is used to the dynamic measure (such as milling machine),
toolsetting measure and so on of workpiece measure.
Command format
:
G31 IP_ F_
;
Command explanations:
non-modal G command (00 group);
Its address format is same that of G01;
Cancel the tool nose radius compensation before using it;
Feedrate should not be set to too big to get the precise stop
position;
The following block execution when skipping:
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































