





























GSK988T Turning CNC System User Manual
52
Ⅰ
Programming
coordinate system is changed;
Note 5: Each axis separately moves at the rapid traverse speed from the starting point through the middle
point to the reference position, i.e. G00 mode.
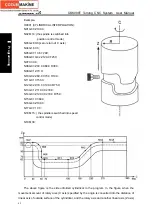
2.13 Related Function of Coordinate System
The tool position is expressed with the coordinate value of the coordinate system, the
coordinate value is specified by the programmed axis. GSK988T system has three kinds of
coordinate system:
1. machine coordinate system
2. workpiece coordinate system
3. local coordinate system
Fig.2-19 describes the relationship of the three coordinate systems:
REF
M0
EXT
G50
G54
G59
G52
G52
L0
L0
W0-54
W0-59
M2
Fig. 2-12
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































