





























6
– 14
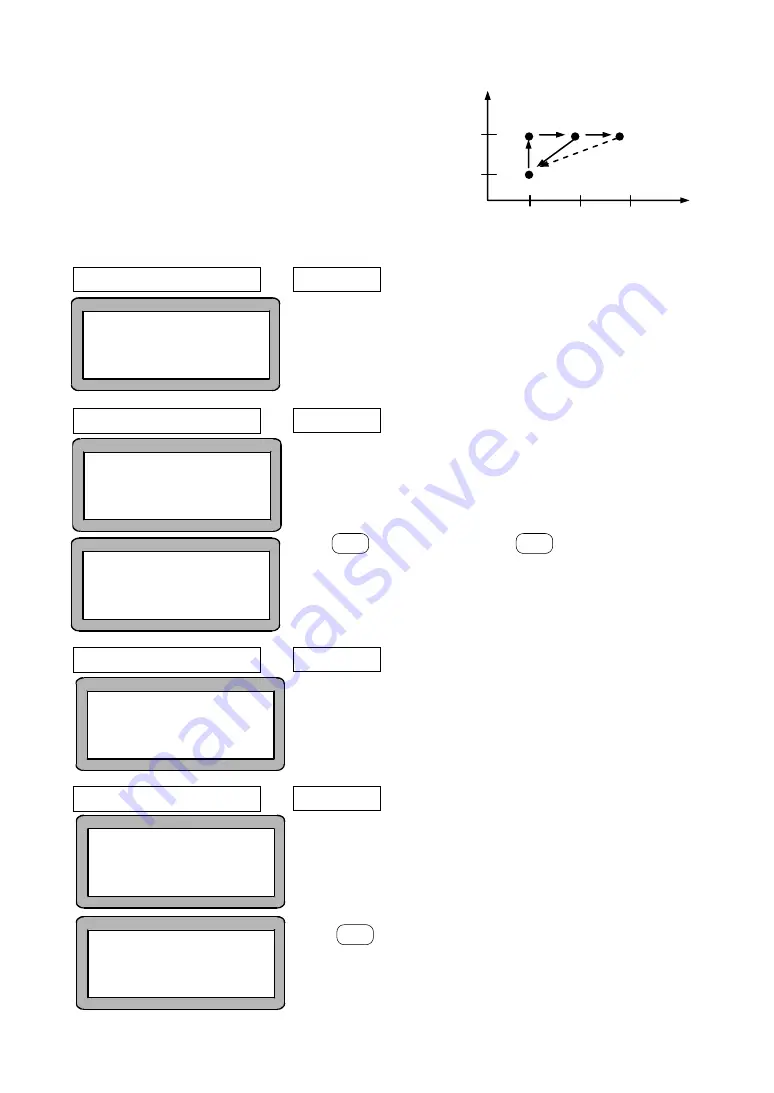
An example of a program in the easy mode is
shown below.
[Example]
Pick up the workpiece at point A, check for passing
or failing at point B. If general-purpose input port
01-1 turns "ON" at point B, place work at point D
(failing part), and if "OFF", place work at point C
(passing part). After replacing work at point B and
C, return to point A and pick up work. The speed is
10, and the No. of repetitions is infinite.
----------------------------------------------------------------------------
----------------------------------------------------------------------------
----------------------------------------------------------------------------
Y
(Inspec-
tion)
C (Passing)
200
100
100
200
300
X
0
D (Failing)
A
Setting of program at point A
Input items
Coordinates ------------------- Point A coordinates (X=100, Y=100)
Speed
Hand tag No. ----------------- Input reservation tag No. 900.
Coordinates ------------------- Point B coordinates (X=100, Y=200)
Speed
Press
F 1
at step 002, and press
ALT
to select the input
conditions branching.
Input conditions branching setting
----------------------------------- If general-purpose input port 01-1 is
"ON" (failing), jump to 004.
Coordinates ------------------- Point C coordinates (X=200, Y=200)
Speed
Hand tag No. ----------------- Input reservation tag No. 901.
End setting "
"
Coordinates ------------------- Point D coordinates (X=300, Y=200)
Speed
Hand tag No. ----------------- Input reservation tag No. 901.
Program setting at point B
Input items
Program setting at point C
Input items
Program setting at point D
Input items
Press
F 1
at step 004, and select unconditional branching
conditions.
Unconditional branching condition setting
----------------------------------- Jump to step 001.
B
[
E
A
S
Y
]
0
1 X
= 0
1
0
0
.
0
0
0
0
2 V
=
1
0 Y
= 0
2
0
0
.
0
0
T
A
G
:
0
0
0
[
E
A
S
Y
]
0
1 X
= 0
1
0
0
.
0
0
0
0
1 V
=
1
0 Y
= 0
1
0
0
.
0
0
T
A
G
:
9
0
0
[
E
A
S
Y
]
0
1
0
0
2 0
0
4
J
M
P
I P
O
R
T 0
-
0
1
・
・
・
・
・
・
・
1
[
E
A
S
Y
]
0
1 X
= 0
2
0
0
.
0
0
0
0
3 V
=
1
0 Y
= 0
2
0
0
.
0
0
T
A
G
:
9
0
1
*
[
E
A
S
Y
]
0
1 X
= 0
3
0
0
.
0
0
0
0
4 V
=
1
0 Y
= 0
2
0
0
.
0
0
T
A
G
:
9
0
1
[
E
A
S
Y
]
0
1
0
0
4
2
J
M
P 0
0
1
Summary of Contents for CA20-M10
Page 2: ......
Page 14: ...XII 21 6 Spare parts 21 5 21 6 1 Controller spare parts 21 5 21 6 2 Axis spare parts 21 5...
Page 24: ...1 10 This page is blank...
Page 104: ...4 20 This page is blank...
Page 112: ...5 8 This page is blank...
Page 152: ...7 20 This page is blank...
Page 190: ...10 20 This page is blank...
Page 234: ...11 44 This page is blank...
Page 244: ...12 10 This page is blank...
Page 286: ...15 4 This page is blank...
Page 300: ...17 12 This page is blank...
Page 352: ...18 52 This page is blank...
Page 382: ...21 6 This page is blank...
Page 383: ......
Page 384: ...Back cover Q3178E 03 APR 20...





















































