





























5238-E P-82
SECTION 6 OFFSET FUNCTION
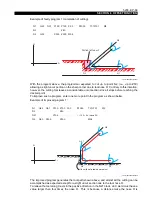
The tool path generated in the above program is shown by solid lines.
Positioning fort programmed point N3 is carried out at the point where the tool nose R comes
into contact with point N3, and that for programmed point N4 is carried out at point O4; the
same point reached by the program in which the tool nose radius compensation function is not
activated.
Therefore, the uncut part will be near point N4 while the section near point N3 is overcut.
Improved program:
LE33013R0300800110004
To cut the exact contour up to Point N4, the G40 command which cancels the tool nose radius
compensation mode is specified in block N5.
Although the program yields almost the expected contour, the tool nose R goes beyond the
designated point N4 along Z-axis since it comes into contact with line N3 - N4 at point N4.
When this kind of overtravel causes no interference or overcutting, there are no problems.
X
+
Z
+
N4
N5
N3
N2
N1
N2
N3
N4
Z60
F0.2
X130 Z20
N1
G42
G01
N5
X300 Z300
G40
G00
X100
X120
Z100
S1000
T010101
M03





















































