



























5238-E P-308
SECTION 12 USER TASK
[Supplement]
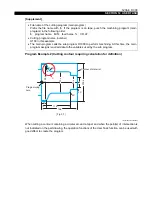
Program Example 2 (Cutting contour requiring calculation for definition)
LE33013R0301400490007
When cutting a contour containing a circular arc and a taper and when the point(s) of intersection is
not indicated on the part drawing, the operation functions of the User Task function can be used with
good effect to create the program.
•
File name of the cutting program (main program)
Prefix the file name with $. If the program is on tape, punch the machining program (main
program) in the following order:
$, program name, MlN, feed holes, %, CR, LF.
•
Cutting program name (number)
O100 in this example
•
The main program calls the sub program O1000 to perform machining. At this time, the main
program assigns required data to the variables used by the sub program.
16R
15
A
190
φ
110
φ
80
φ
76
φ
200
φ
32
115
135
3C
2C
Programming
zero
Contour of material
[Fig. 2-1]





















































