





























5238-E P-56
SECTION 6 OFFSET FUNCTION
SECTION 6 OFFSET FUNCTION
1.
Tool Nose Radius Compensation Function (G40, G41,
G42)
1-1.
General Description
The tool tip point radius of most cutting tools used in turning operation is the cause of
inconsistencies between the designated tool paths and the actually finished workpiece contour.
With the tool radius compensation function, such geometric error is automatically compensated for
by simple programming.
1-2.
Tool Nose Radius Compensation for Turning Operations
Tool Offset and Nose Radius Compensation
In turning operations, various types and different shapes of tools are used to finish one workpiece.
ID cutting tools, OD cutting tools, rough cut tools, finish cut tools, drills, etc. Accordingly, the tool
nose radius compensation function has to be activated simultaneously with the tool offset function.
LE33013R0300800020001
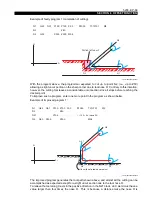
Tool Nose Radius Compensation at Discontinuous Point
LE33013R0300800020002
Point A in the figure above constitutes a discontinuous point and an angle less than 180
°
. By using
the tool nose radius compensation function, the tool path shown above can be generated by simply
entering the coordinates of points A and B.
Nose radius
compensation
Position
compensation
B'
A'
A
B





















































