





























5238-E P-75
SECTION 6 OFFSET FUNCTION
•
Arc in two quadrants
a.
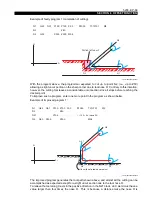
Case where the arc radius is greater than "2 x nose R":
LE33013R0300800100017
The tool position determined by the commands in the N2 block is the point where the tool
nose R comes into contact with line N1 - N2 at point N2. In the N3 sequence, the cutting
tool is positioned so that it comes into contact with both the extension of straight line N2 -
N3 and the extension of arc N3 - N4.
b.
Case where the arc radius is equal to "2 x nose R":
LE33013R0300800100018
N2
N3
N4
Z100
F0.2
I20
Z40
N1
G42
G02
G01
G01
X100
X140
Z80
Z60
S1000
T010101
M04
X
+
Z
+
N4
N3
N2
N1
N2
N3
N4
Z100
F0.2
I1.6
Z40
N1
G42
G02
G01
G01
X100
X103.2
Z80
Z78.4
S1000
T010101
M04
X
+
Z
+
N4
N3
N2
N1
Tool nose R = 0.8 mm





















































