



























5238-E P-147
SECTION 7 FIXED CYCLES
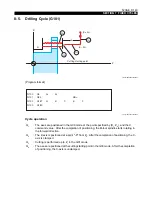
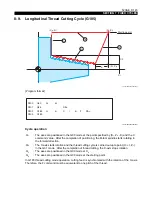
8-11. Longitudinal Straight Thread Cutting (G187)
LE33013R0300900390001
[Program format]
LE33013R0300900390002
Since the G187 cycle contains only Q
1
and Q
2
cycles, repeated designation of G187 in succession
as in the program above can cut threads continuously.
Cycle operation
The thread cutting cycle is carried out in accordance with the commands in sequence N103 up to
the commanded target point (X
1
+ I, Z
2
). Then, the axes are returned to the starting point at the
rapid feedrate by the command G180 (cancel) specified in the N104 sequence.
Q
1
: The axes are positioned in the G00 mode to the point specified by X
1
and Z
0
- K. After the
completion of positioning, the M-tool spindle starts rotation in the forward direction.
Q
2
: The C-axis starts rotation. The thread cutting cycle is carried out up to point (X
1
+ I, Z) in
the G01 mode.
Q
1
Q
2
(X
1
, Z
0
)
(X
0
, Z
0
)
(X
1
+ I, Z
0
)
(X
1
+ I, Z
1
)
K
I/2
Starting point
N100
N101
N102
N103
N104
G00
G95
G187
G180
X
0
X
1
Z
0
Z
1
Z
2
SB=
C
I
K
SA=
SA=
:
:





















































