




























5238-E P-305
SECTION 12 USER TASK
Abbreviations:
LE33013R0301400480002
6.
Examples of User Task Programs
Three typical program examples are provided in the following pages.
Please refer to these examples and the programming methods used so that you can make the most
of the User Task function.
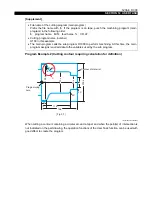
Program Example 1 (Shaft work with similar contour)
LE33013R0301400490001
Assume that the three different workpieces with similar contours shown above are to be cut.
Programs are prepared using user task function as described below.
[Program Sequence]
Procedure :
1
Assign file names to the three workpieces:
SHAFT-A
SHAFT-B
SHAFT-C
2
Since these workpieces have similar contours, their contours are defined with a subprogram.
The file name of the subprogram is "SHAFT-ABC.SUB".
[l]
.........................
Integer type
[R]
.......................
Real type
[R] [I]
............
Change to integer type
[I] [R]
............
Change to real type
DX3
DX2
UX1
DX1
LZ3
LZ2
LZ1
WZ1
Stock for finish
cut cycle
Contour of material
Programming
zero





















































