



























5238-E P-234
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
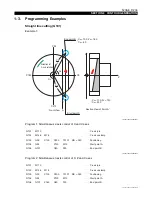
Machining Example using the AP Mode IV
Program Example:
LE33013R0301000320003
* A contour defining program beginning with G81 and ending with G80 may be entered at any
position within this program.
O0002
NAT1
N001
N002
N003
N004
N005
N006
N007
N008
N009
N010
N011
N012
N013
N014
N015
N016
N017
N018
N019
N020
N100
N101
N102
N103
N104
N105
N106
N107
N108
N109
N110
N111
N112
N113
N114
N115
G83
G01
G01
G81
G02
G01
G02
G01
G02
G01
G80
G00
G85
G00
G87
G00
G33
G00
X54
X122
X54
X60
X66
X71
X74
X78
X89
X92
X96
X102
X122
X800
X122
NAT1
X800
N004
X800
X80
X72.9
X72.3
X71.9
X71.73
X800
I3
I2
U0.2
S1000
S950
F1.5
T0101
F0.2
M43
E0.4
E0.45
E0.4
E0.45
S900
F0.45
T0303
T0505
M05
M02
Z102
Z27
Z102
Z100
Z97
Z83
Z80
Z75
Z57
Z55
Z53.5
Z30
Z27
Z102
D8
Z102
Z102
Z85
Z65
Z102
M03
(Contour Definition)
(Tool change position)
(S, T, and M for rough turning cycle)
(Rough turning start point)
(Calling for bar turning rough turning cycle)
(S, T, and M for finish turning cycle)
(Calling for finish turning cycle)





















































