

























5238-E P-134
SECTION 7 FIXED CYCLES
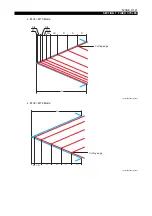
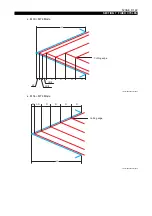
Side Machining (With I command)
LE33013R0300900280002
Axis movement sub cycles Q3 and Q4 are repeated each time a C command is given or according
to the commanded Q word.
[Supplement]
•
Return point designation for the fixed cycle
In the Q4 cycle, the axis is returned to the cutting start point after the completion of cutting.
However, this return point may be changed to the cycle start point by changing the setting at
Multi cycle return point of optional parameter (MULTIPLE MACHINING) or the M code specified
in a part program.
Face Machining (With K command) Side Machining (With I command)
Q1
Positioning of X- and C-axis at the
rapid feedrate
Positioning of Z- and C-axis at the
rapid feedrate
Q2
Positioning of Z-axis at the point
"Q1 - K" at the rapid feedrate
Positioning of X-axis at the point
"Q1 - I" at the rapid feedrate
Q3
Cutting along Z-axis from point Q2 to
the commanded point Z
Cutting along X-axis from point Q2 to
the commanded point X
Q4
Z-axis returns to the point where
cutting started (Q3) at either a
specified feedrate or the rapid
feedrate depending on the called
fixed cycle mode.
X-axis returns to the point where
cutting started (Q3) at either a
specified feedrate or the rapid
feedrate depending on the called
fixed cycle mode.
1) For K or I commands, only positive values are allowed. If a negative value is specified, an alarm
occurs.
2) The axis feed direction is determined automatically. The axis is then fed by amount K or I.
3) In the Q3 cycle, the end point of cutting may be specified by an R command.
M code
M136
: Designation of shape in compound fixed cycle
By specifying this M code, it is possible to return the axis to the start point (rapid
feed start point) after the completion of a Q4 cycle, as in the case when "1" is set
for the optional parameter.
C90
°
C0
°
(Diagram)
Program zero
Q
2
Q
1
Q
3
Q
4
Q
2
Q
1
Q
3
Q
4
Cutting
starting
point
X/2
I/2
X/2
I/2
C
Z
Z
(Actual Example)
Starting point





















































