




























5238-E P-257
SECTION 11 PROGRAMMING FOR SIMULTANEOUS 4-AXIS CUTS (2S Model)
1-3.
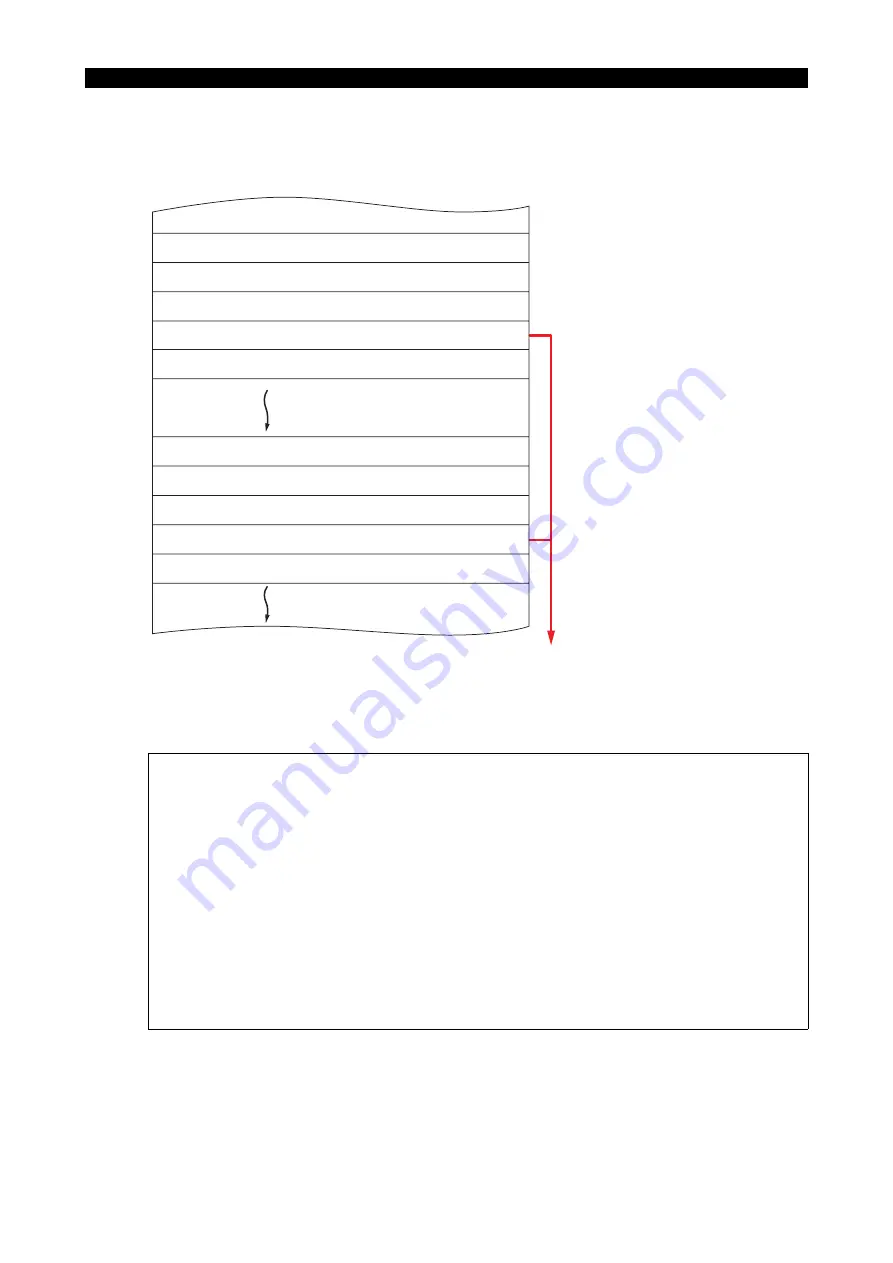
Waiting Synchronization M Code (M100) for Simultaneous Cuts
Waiting synchronization of turrets A and B during simultaneous cuts can be commanded with M100.
LE33013R0301300040001
[Supplement]
The following points should be considered when synchronizing operations with the M100
command.
1) S and M commands cannot be synchronized with the M100 command.
2) The same number of M100 codes must be used at both the G13 and the G14 sides in the
program
If a different number of M100 codes were to be programmed in the G13 and G14 sides,
operation would continue with no waiting time.
3) The insertion of an M100 command into a nose R compensation operation will result in an
alarm. No advance program reading is conducted during a stop which has been programmed
by an M100 command. The nose R compensation, however, requires advance program
reading, and for this reason insertion of an M100 command in this operation is not permitted.
4) Take special care not to mix P codes and the M100 command.
Any attempt to stop one turret by use of an M100 command while the other turret is stopped
due to a P code will result in operation continuing with no waiting time at all.
M100 command matches
timing of cuts
G13
G00
M100
G01
G14
G00
M100
G01
M03
M03
T0101
T0101
S250
S250
M42
M42
P10
F0.35
P10
F0.25
Z70
Z60
Z200
Z65
Z59
X800
X132
X78
X800
X82
X80





















































