





























5238-E P-264
SECTION 11 PROGRAMMING FOR SIMULTANEOUS 4-AXIS CUTS (2S Model)
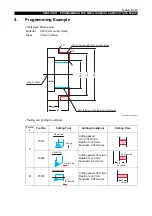
4-1.
Program Process Sheet
The program below performs simultaneous end face cutting and OD turning by turret A and ID
turning by turret B.
LE33013R0301300080001
O100
N000
N001
N002
N003
N004
N005
N006
N007
N008
N009
N010
N011
N012
N013
N014
N015
N100
N101
N102
N103
N104
N105
N106
N999
G13
G00
G01
G00
G01
G00
G01
G00
G14
G00
G01
G00
X800
X132
X78
X156
X150
X148
X128
X800
X112
X120
X130
X800
X800
X92
X80
X78
X800
Z70
Z60
Z63
Z29
Z30
Z70
Z63
Z59
Z30
Z70
Z200
Z65
Z59
Z18
Z100
Z1000
P10
F0.35
F0.4
P20
P10
F0.25
M42 S250 T0101 M03
M08
Z0202
M09M05
M42 S250 T0101 M03
M08
M02
Program name
End face cutting with the
tool on turret A
Selection of turret A
OD turning with the
tool on turret A
Since no P20 command is
presented in a program executed
by the tool on turret B, this block
is executed by turret A only.
Selection of turret B
ID turning with the
tool on turret B
%





















































