




























5238-E P-10
SECTION 1 PROGRAM CONFIGURATIONS
10.
Determining Feedrate for Cutting along C-Axis
10-1. Cutting by Controlling the C-axis Only
Although it is possible to machine a workpiece by controlling the C-axis, tool movement distance in
unit time (one minute) differs according to the diameter of the position to be machined because the
feedrate is specified in units of deg/min. This must be taken into consideration when making a
program.
[Memo]
To match the unit of the C-axis feed command with the X- and/or Z-axis command, the feedrate
command (F) should be calculated by converting 360 into 500 mm. This conversion should also be
carried out when only a C-axis command is given.
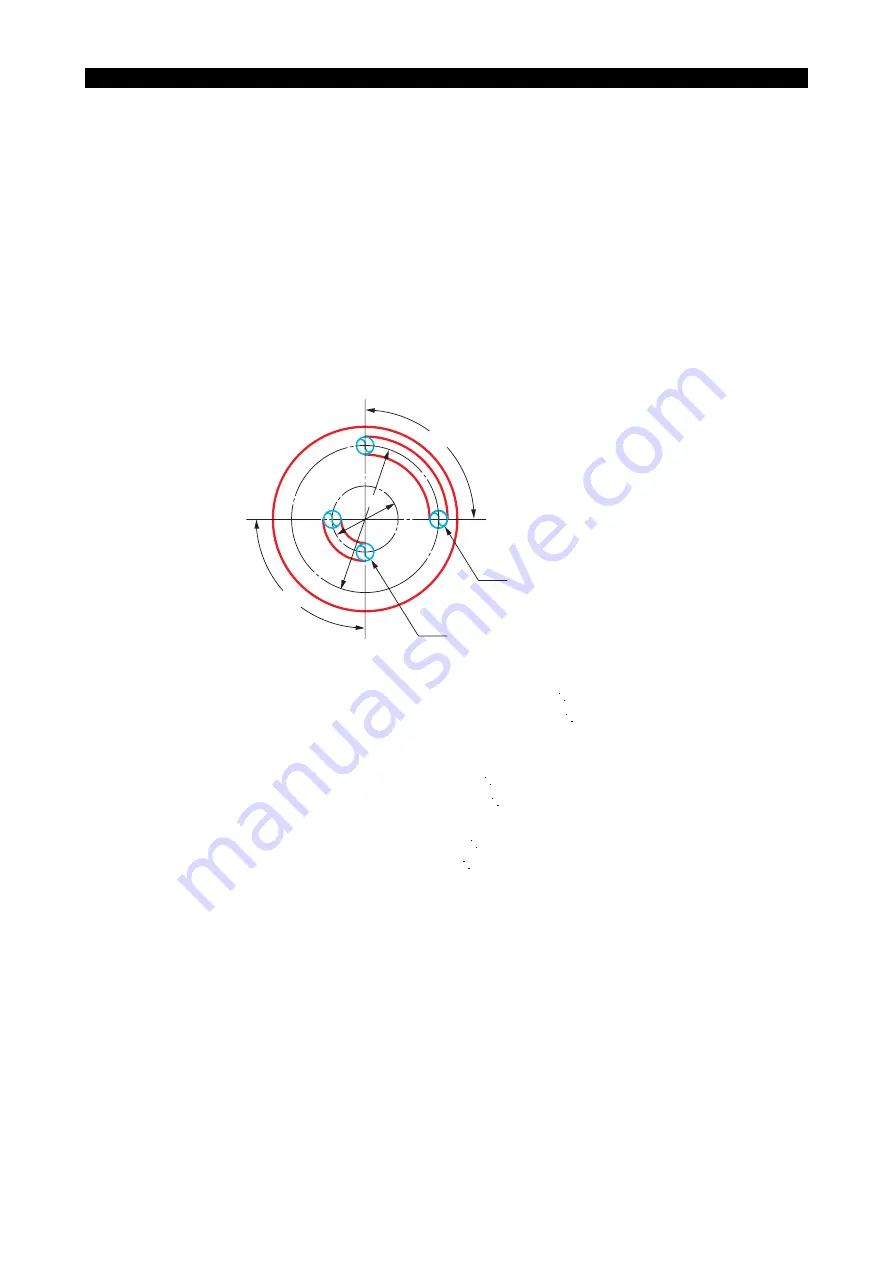
Example:
LE33013R0300300130001
90
°
90
°
200
φ
50
φ
Axis movement distance along slot A:
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅π ×
50/4 = 39 mm
Axis movement distance along slot B:
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅π ×
200/4 = 156 mm
Therefore, if cutting is carried out at a feedrate of 100 mm per minute,
the feedrate (deg/min) of the C-axis is calculated as follows:
Along slot A(deg/min)
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
100/39
×
90 = 230
Along slot B(deg/min)
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
100/156
×
90 = 58
Convert the unit of feed from "deg/min" into "mm/min".
Slot A: (mm/min)
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
230/360
×
500 = 320 (F320)
Slot B: (mm/min)
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅
58/360
×
500 = 80 (F80)
B
A





















































