
























5238-E P-175
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
LAP-Related Parameters (2/2)
NC Parameters
[Supplement]
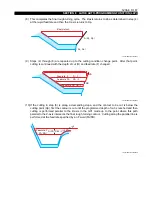
XB
X coordinate of rough turning condition
change point B
No change of cutting
conditions at point B
|XB|
≤
99999.999
ZA
Z coordinate of rough turning condition
change point A
No change of cutting
conditions
|ZA|
≤
99999.999
ZB
Z coordinate of rough turning condition
change point B
No change of cutting
conditions at point B
|ZB|
≤
99999.999
Parameter
Description
Default
Data Setting
Range
U
Stock removal in X-axis direction for
finish turning cycle
U = 0
U
≥
0
W
Stock removal in Z-axis direction for
finish turning cycle
W = 0
W
≥
0
H
Thread height in G88 thread cutting
cycle
Alarm
H > 0
B
Tip point angle of thread cutting tool in
G88
B = 0
0
≤
B < 180
°
Parameter
Contents
Initial Value
Optional parameter
(OTHER FUNCTION 1)
Relieving amount in LAP-bar turning (0.001 mm)
100
LAP clearance (0.001 mm) (LAP4 only)
2000
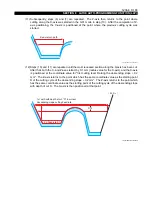
Infeed pattern in thread cutting cycle
Infeed pattern 3
•
The following words must be specified as incremental values.
D, DA, DB, U, W and H
•
D, DA, DB, XA, XB, U and H words must be commanded as diameter values.
•
In thread cutting cycles using the M73 pattern, "H - U" must be greater than or equal to D:
H - U
≥
D
•
In the M74 and M75 patterns, it must be positive:
H - U
≥
0
•
When more than one alphabetic character is used in succession, the control interprets the
expression as a variable. Therefore, it is necessary to use a delimiter for extended address
characters:
DA =, DB =, FA =, FB =, XA =, XB =, ZA = and ZB =
Parameter
Description
Default
Data Setting
Range





















































