





























5238-E P-14
SECTION 1 PROGRAM CONFIGURATIONS
10-4. Cutting by Simultaneous 3-axis Control of X-, Z-, and C-axis
Example:
LE33013R0300300160001
•
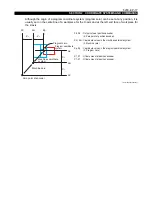
When cutting a slot on a cone as indicated above, simultaneous 3-axis control of the X-, Z-, and
C-axis becomes necessary. The feedrate to be programmed should be calculated in the
following manner. Note that the example below assumes the same cutting conditions as in 11-
2. "Cutting by Controlling Both C-axis and X-axis Simultaneously".
Procedure :
1
First, consider the development of the slot on the C-axis and X-axis. In this case, calculation of
the feedrate is possible in the same manner as in "Cutting by Controlling Both C-axis and X-
axis Simultaneously" .
The C and X-axis travel component, L2, is:
LE33013R0300300160002
90
°
A
B
Point A coordinate value
X = 80
Z = 50
C = 120
X = 40
Z = 100
C = 210
Point B coordinate value
L
3
= 40
2
+ 20
2
= 44.7 mm





















































