
























5238-E P-132
SECTION 7 FIXED CYCLES
8.
Compound Fixed Cycles
8-1.
List of Compound Fixed Cycle Commands
Code
Cycle Name
Programming
Format
Remarks
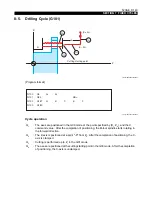
G181
Drilling Cycle
(With repeat function)
G181, X, Z, C, R,
I(K), F, Q, E
Used for drilling operation.
G182
Boring Cycle
(With repeat function)
G182, X, Z, C, R,
I(K), F, Q, E
Used for boring operation
carried out with a boring bar
or a similar tool.
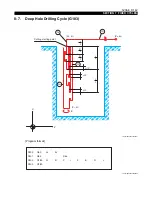
G183
Deep Hole Drilling Cycle
(With repeat function)
G183, X, Z, C, R,
I(K), F, Q, D, E, L
Permits cutting chips to be
broken while drilling a deep
hole.
G184
Tapping Cycle
(With repeat function)
G184, X, Z, C, R,
I(K), F, Q, E
Used for tapping operation.
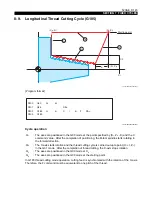
G185
Thread Cutting Cycle (Longitudinal)
(Without repeat function)
G185, X, Z, C, I, K, F,
SA=
Used for longitudinal thread
cutting operation.
G186
Thread Cutting Cycle (Transverse)
(Without repeat function)
G186, X, Z, C, I, K, F,
SA=
Used for transverse thread
cutting operation on end
face.
G187
Straight Thread Cutting Cycle
(Longitudinal) (Without repeat
function)
G187, X, Z, C, I, K, F,
SA=
Used for continuous
longitudinal thread cutting
operation.
G188
Straight Thread Cutting Cycle
(Transverse) (Without repeat
function)
G188, X, Z, C, I, K, F,
SA=
Used for continuous
transverse thread cutting
operation on end face.
G189
Reaming/Boring Cycle
(With repeat function)
G189, X, Z, C, R,
I(K), F, Q, E
Used for reaming operation.
G190
Key Way Cutting Cycle
(With repeat function)
G190, X, Z, C, I(K),
D, U(W), E, F, Q,
M211 (M212), M213
(M214)
Used for key way cutting.
G178
Synchronized tapping-forward
(With repeat function)
G178, X, Z, C, R,
I(K), F, D, J, Q,
M141, M136
Used for tapping using the
rigid tapper
G179
Synchronized tapping-reverse
(With repeat function)
G179, X, Z, C, R,
I(K), F, D, J, Q,
M141, M136
Used for tapping using the
rigid tapper
G180 Cancel of Fixed Cycle
G180
Used to cancel a fixed cycle
mode presently selected.
G180 must be programmed
in a block without other
commands.





















































