

























5238-E P-135
SECTION 7 FIXED CYCLES
This M code is cleared by the reset operation and it is effective only in the specified block.
An M code is given priority over the optional parameter setting.
When no M code is designated, the optional parameter setting becomes effective.
•
The basic axis motions of the tapping cycle (G184), synchronized tapping cycle (G178/G179),
and milling/boring cycle (G189) are shown below when the setting for the optional parameter
indicated above is "1" or if an M136 command exists in the program.
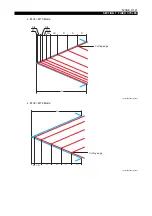
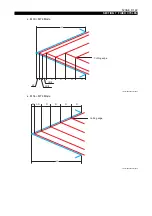
Face Machining (With K command)
LE33013R0300900280003
Side Machining (With I command)
LE33013R0300900280004
Face Machining (With K command) Side Machining (With I command)
Q
1
Positioning of X- and C-axis at the
rapid feedrate
Positioning of Z- and C-axis at the
rapid feedrate
Q
2
Positioning of Z-axis at the point
"Q1 - K" at the rapid feedrate
Positioning of X-axis at the point
"Q
1
- I" at the rapid feedrate
Q
3
Cutting along Z-axis from point Q
2
to
the commanded point Z
Cutting along X-axis from point Q
2
to
the commanded point X
Q
4
X-axis returns to Q
3
where cutting
started at a cutting feedrate and then
to Q
2
at the rapid feedrate.
X-axis returns to Q
3
where cutting
started at a cutting feedrate and then
to Q
2
at the rapid feedrate.
C90
°
C0
°
(Diagram)
Program zero
Q
2
Q
1
Q
3
Q
4
Q
2
Q
1
Q
3
Q
4
X/2
X/2
K
K
C
Z
Z
(Actual Example)
C90
°
C0
°
(Diagram)
Program zero
Q
2
Q
1
Q
3
Q
2
Q
1
Q
3
Q
4
X/2
I/2
X/2
I/2
C
Z
Z
(Actual Example)





















































