























5238-E P-178
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
7.
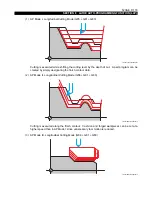
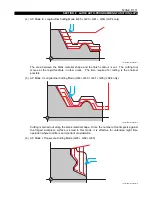
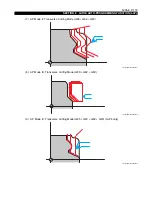
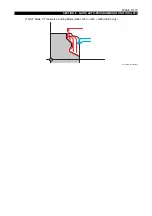
Copy Turning Cycle (G86)
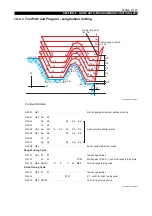
[Program format]
LE33013R0301000070001
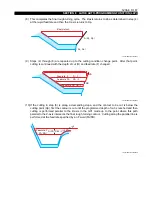
[Function]
With the commands above, the control starts searching for the contour definition program beginning
with the sequence name NAT02. After assigning parameter data of D, F, U and W to NAT02, the
control starts the copy turning cycle.
[Details]
•
Do not designate an S, T, or M code in the G86 block.
•
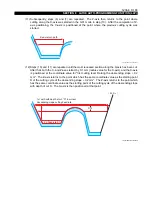
The D word is used to specify depth of cut in each cycle and must be designated in the G86
block without fail.
The D word value must be positive. If not, an alarm results.
•
The F word specifies the feedrate for the blocks until an E word is designated in the contour
definition program.
If no F word is designated in the G86 block, the feedrate which was effective before the
execution of the G86 block is effective.
The F word must be positive. If not, an alarm occurs.
•
When no U and/or W word is designated, U and/or W is assumed to be "0".
•
U and W words must be positive or zero. If not, an alarm occurs.
NO123
G86
NAT02
Sequence number
G code calling out copy turning cycle
To be designated right after sequence number (name).
Sequence name in the first block of contour defining blocks
Enter either tab or space code.
Depth of cut
Feedrate
Stock removal in finish
turning cycle, X component
Stock removal in finish
turning cycle, Z component
D
F
U
W





















































