
























5238-E P-212
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
•
X-coordinate of the infeed line
≤
Bsp (X)
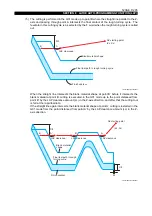
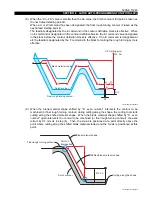
For cutting from the finish contour start point Bsp along the finish contour, the cutting tool is first
positioned in the G00 mode at the rapid feedrate at "Bsp (Z) + Lc, Bsp (X)", which is distanced
from point Bsp by the LAP clearance amount (Lc), and it is then positioned at point Bsp at a
cutting feedrate in the G01 mode.
LE33013R0301000250001
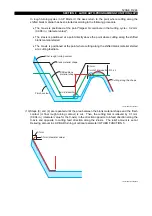
Cs (Zs) < Bsp (Z) + Lc
The portion that is to the right (in the Z-axis positive direction) of the line segment between AP
starting point Cs and finish contour start point Bsp is not cut.
Assume that the point of intersection between the infeed line and this line segment is "Xp".
•
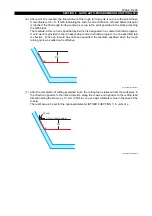
Xp (Z) > Cp (Z) + Lc
The infeed starting point is defined at "Cp (Z) + Lc, Cp (X)", which is distanced from point Cp by
the LAP clearance amount (Lc).
•
Xp (Z)
≤
Cp (Z) + Lc
The infeed starting point is defined at point Xp (Z, X) where the line segment Cs-Bsp intersects
the infeed line.
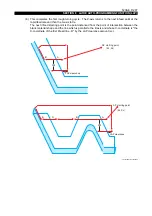
Imaginary tool tip motion when
Cs (Zs)
≥
Bsp (Z) + Lc
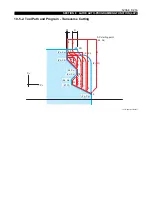
Tool nose radius
Workpiece shape after the tool nose radius
compensation function has been activated
Imaginary tool tip
Blank material shape
Cp
1
Cp
2
Lc
Lc
Lc
Bsp
AP starting point
(Zs, Xs)





















































