



























5238-E P-144
SECTION 7 FIXED CYCLES
8-8.
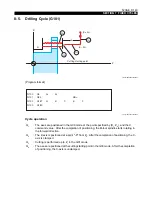
Tapping Cycle (G184)
LE33013R0300900360001
[Program format]
LE33013R0300900360002
Cycle operation
Q
1
: The axes are positioned in the G00 mode at the point specified by (X
1
, Z
0
) and the C
command value. After the completion of positioning, the M-tool spindle starts rotating in
the forward direction.
Q
2
: The Z-axis is positioned at a point "-K" from Z
0
. After the completion of positioning, the C-
axis is clamped.
Q
3
: Cutting is performed up to Z
1
in the G01 mode. After the completion of axis movement
(cutting), the axis dwells for "E" (omissible).
After the completion of dwell command, the M-tool spindle stops and then reverses its
rotating direction.
Q
4
: After the M-tool spindle has started to rotate in the reverse direction, the axis is fed up to
the cutting starting point in the G01 mode.
After the axis has returned to the cutting starting point, the C-axis is clamped, and the M-
tool spindle stops and rotates in the forward rotation.
Cutting starting point
Q
3
Q
1
Q
2
Q
4
Z
1
K
(X
0
, Z
0
)
(X
1
, Z
0
)
N100
N101
N102
N103
G00
G94
G184
G180
X
0
X
1
Z
0
Z
1
SB=
C
K
F
E
:
:





















































