





























5238-E P-254
SECTION 10 COORDINATE SYSTEM CONVERSION
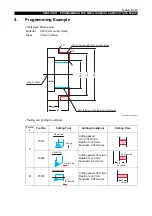
4.
Supplementary Information
When creating the orthogonal coordinate system by the coordinate system conversion command, it
is possible to select whether or not the C-axis zero shift is included by the setting at the following
parameter:
C-axis zero shift in G137 of optional parameter (MULTIPLE MACHINING)
[Supplement]
1) Designate both X and Y words in the first block after the G137 block. When only an X or Y word
is designated, an alarm occurs. This does not apply to the subsequent blocks.
2) When an incremental command is designated in the G137 mode, an alarm occurs. To
designate incremental commands in the G137 mode, proceed as follows.
Cancel the incremental programming mode in the block before the G137 block.
Designate X and Y words in the absolute programming mode in the first block following the
G137 block.
Designate the incremental programming mode.
Program example:
When the G90 before the G137 block is omitted, an alarm occurs.
3) When the incremental programming mode (G91) is designated without designating absolute
commands in the G137 mode, an alarm occurs.
If G91 is designated in the block right after the G137 block, an alarm occurs.
:
:
:
:
:
:
:
:
G91
G90
G137
G00
G91
G00
G90
G136
Incremental programming mode ON machining
Machining
Cancel the incremental programming mode before designating G137
Coordinate system conversion
Designate an absolute value for X and Y
Incremental programming mode ON
Machining
Cancel the incremental programming mode
Cancel coordinate system conversion
C180
X50
X-50
Y50
.............
.............
.............
.............
.............
.............
.............





















































