





























5238-E P-11
SECTION 1 PROGRAM CONFIGURATIONS
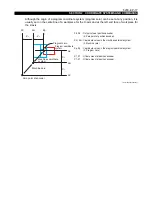
10-2. Cutting by Controlling Both C-axis and Z-axis Simultaneously
Example:
LE33013R0300300140001
When cutting the spiral from A to B with a two-flute end mill under the following cutting conditions,
calculate the feedrate of C-axis as explained below:
Procedure :
1
Calculate the distance between A and B.
A development of the diagram above is indicated below.
LE33013R0300300140002
Cutting
conditions:
Feed per
tooth
0.05 mm
M-tool speed 400 min
-1
90
°
A
B
Point A coordinate value
X = 80
Z = 100
C = 120
X = 80
Z = 50
C = 210
Point B coordinate value
L
2
L
1
90˚
C
50 mm
The distance, L
1
, along the circumference is:
L
1
= 80
× π ×
360
90
= 63 (mm)
The distance, L
2
, between A and B is:
L
2
= 63
2
+ 50
2
= 80 (mm)





















































