





























5238-E P-76
SECTION 6 OFFSET FUNCTION
When the radius of the programmed arc equals twice the tool nose R, the cutting tool is
located at the point where the tool nose R comes into contact with both the extension of arc
N2 - N3 and the extension of straight line N3 - N4, after the execution of the commands in
N3 block (see the figure in "1)" above). That is, the cutting tool is positioned right above
point N2, as shown in the figure directly above.
c.
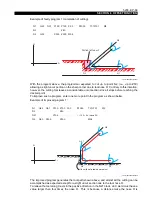
Case where the arc radius is less than "2 x nose R" (impossible):
LE33013R0300800100019
The commands in block N3 specify positioning of the cutting tool at the point where the tool
nose R comes into contact with both the extension of arc N2-N3 and the extension of
straight line N3-N4; however, such a point cannot be obtained. Therefore, when the control
executes the commands in block N3, an alarm occurs and the machine stops.
In this kind of case, cutting using the tool nose radius compensation function is not
possible.
[Supplement]
When cutting inside an arc, the programming must satisfy the following condition:
R 2 x R
N
(where R: arc radius, R
N
: nose R)
N2
N3
N4
Z100
F0.2
I1
Z40
N1
G42
G02
G01
G01
X100
X102
Z80
Z79
S1000
T010101
M04
X
+
Z
+
N4
N3
N2
N1





















































