
























5238-E P-217
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
Contour Definition
LE33013R0301000280002
The data entries in programs A and B are described in 1) through 7) below.
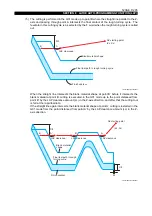
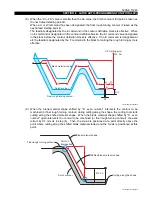
(1) Blank material shape definition start G code (G83)
•
This code declares the start of blank workpiece shape definition.
•
The blocks following the G83 block and followed by the G81 or G82 block define the blank
material shape.
(2) Blank material shape definition block
•
Define the blank workpiece shape using the G01, G02, and G03 codes.
•
Note that the G00 code cannot be used.
NAT90
N0901
N0902
N0903
N0904
N0905
N0906
N0907
N0908
N0909
N0910
N0911
N0912
N0913
N0914
N0191
N0192
N0193
N0291
N0292
N0293
G83
G00
G01
G03
G02
G01
G82
G00
G01
G80
G00
G86
G00
G87
Xa
Xh
Xi
Xj
Xg
Xa
XB
Xc
Xd
Xe
Xf
Xg
Xt
Xs
NAT90
Xt
N0906
Za
Zh
Zi
Zj
Zg
Za
Zb
Zc
Zd
Ze
Zf
Zg
Zt
Zs
D
Zt
Ii
Ij
F
Ki
Kj
STM
U
STM
Fb
:
:
:
Ff
Fg
W
Sb
:
:
:
Sf
Sg
M85
Eb
:
:
:
Ef
Eg
1) Blank material shape definition start G code
2) Blank material shape definition blocks
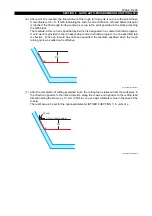
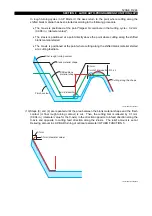
3) Finish contour definition start G code
4) Finish contour definition blocks
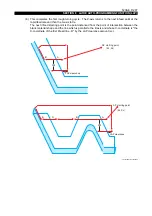
5) Contour definition end G code
Tool change position
Starting point of S, T, and M for rough turning cycle
6) Calls for rough turning cycle
Tool change position
S, T, and M for finish turning cycle
7) Calls for finish turning cycle
........................................................
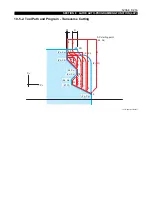
Rough Turning Cycle
Finish Turning Cycle
.............................................................................
.............................................................................
.............................................................................





















































