


























5238-E P-108
SECTION 7 FIXED CYCLES
•
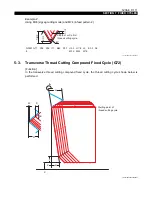
Designation of Phase Difference (Angle) for Multi-thread Thread Cutting
Multi-thread thread can be programmed easily by designating the thread cutting start point.
For G33 cycle:
LE33013R0300900060010
Thread cutting is carried out by shifting the thread phase by the amount (angle) specified by the
C command.
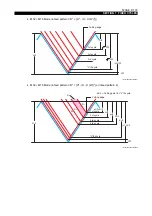
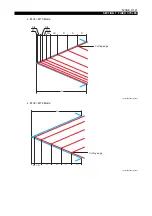
For G32 cycle:
LE33013R0300900060011
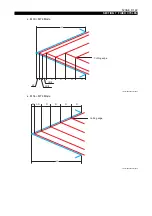
For G34, G35 cycle:
LE33013R0300900060012
The C command is ignored except in the first sequence
[Supplement]
For multi-thread thread cutting operation, refer to "Thread Cutting Compound Cycle (G71/
G72)".
1) Programmable range for C command: 0 - 359.999
2) In the G32 and G33 cycles, the C command value designated in the first block remains effective
for the subsequent blocks.
3) In the G32 and G33 cycles, if a C command value differing from the value designated in the first
block is designated in a subsequent block, this C command value is ignored.
4) In the G34 and G35 cycles, a C command value can be designated only in the first sequence
block; a C command value designated in the second and subsequent sequence blocks is not
acceptable.
Second thread
First thread
Start point for the second thread
Start point for the first thread
C1
G33
G33
X1
X2
X3
X1
X2
X3
Z1
Z1
C2
C3
F
F
}
}
G32
X1
Z1
Z2
Z3
F
C1
C1
C1
G34
G34
X1
Z1
Z2
E1
E2
C





















































