





























5238-E P-60
SECTION 6 OFFSET FUNCTION
[Supplement]
Example:
LE33013R0300800040004
Entry of only the tool offset No. (T01 or T11) in G code command (1) or (2) will cancel the nose
radius compensation amount.
1-5.
Data Display
The screen display during nose radius compensation is described here.
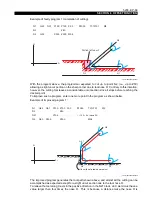
(1) Actual Position
Actual position data is displayed on the screen as with the conventional control system.
However, the data displayed on the screen may be different from the programmed data
because of the tool nose radius compensation.
LE33013R0300800050001
(2) Alarm Display
If an alarm relating to the tool nose radius compensation function occurs, the ALARM light
under STATUS DISPLAY goes on and the screen displays the message indicating the alarm
contents.
To change the tool offset during the execution of tool nose radius compensation, designate the tool
nose radius compensation number and the tool number.
G01
G03
G01
G03
Xa Za
T010101
......
1)
Xb Zb
Zd T110111
......
2)
Xd Zd
K
I
C
B
′
B
A
Command point
Point indicated on display unit





















































