





























5238-E P-66
SECTION 6 OFFSET FUNCTION
•
I and K command with G41 and G42
In the block containing G41 and G42, by entering I and K words that specify the imaginary
point, along with X and Z words that specify the nose radius compensation start-up,
unnecessary axis motion required in conventional start-up program is eliminated.
LE33013R0300800090008
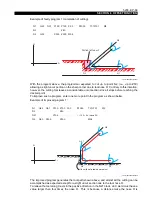
If block N2 containing G42 had no I and K words, positioning of the cutting tool by the
commands in block N2 would be executed so that the tool nose radius comes into contact with
line N2-N3 at designated point N2 and then moves to N3.
Addition of I and K words in block N2 positions the cutting tool to the point where the tool nose
R is brought into contact with straight line N2-N3 and imaginary straight line N2-N2’ when the
commands in block N2 are executed. Execution of the commands in block N3 brings the
cutting tool to the programmed point N3 where the tool nose radius compensation is not active.
[Supplement]
•
I and K words should be commanded in incremental values. In this case the dimensions are
referenced to point N2.
•
When only either I or K is provided without the other, the control interprets the word to have the
value "0". Therefore, KO in the above program can be omitted.
N1
N2
N3
G00
G42
N4
G01
X100
X60
X80
Z100
Z80
F0.2
K20
Z65
S1000
T010101
M3
Z50
N4
N3
N2
N1
N2
′
(I,K)
Imaginary point for positioning





















































