



























5238-E P-106
SECTION 7 FIXED CYCLES
Example:
For the LU300, with a peripheral speed of 100 m/min, a 10 mm diameter and a thread lead of
1.5 mm, the spindle speed and feedrate are calculated as follows.
LE33013R0300900060007
•
Restrictions on Cutting Speed
In a thread cutting cycle, the following restrictions apply to the relationship between spindle
speed and thread lead:
LE33013R0300900060008
[Supplement]
•
Inch System Thread
When cutting inch threads, the metric lead converted from the desired inch lead is used in
programming. To cut an accurate inch thread with the converted metric thread lead value,
either enter 8 digits below the programmable increment, 1
µ
m, or use a J word in combination
with an F word.
Example: To cut an inch thread of 11 threads per inch (25.4/11 8 2.309091)
•
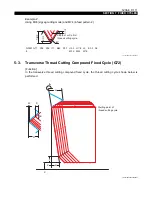
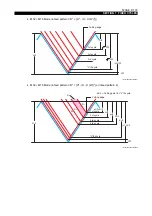
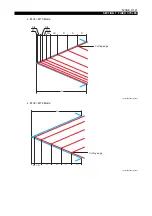
Feed Hold During Thread Cutting Cycle
This function is effective while an the Z (X) axis is moving in the G33 (G32) mode. Pressing the
SLIDE HOLD pushbutton during the thread cutting cycle stops axis movement immediately,
breaking the thread being cut and damaging the workpiece. This function is provided to prevent
such trouble.
Activate this function to check the dimensions and shape of the threads being cut and also to
check the tip point of the thread cutting tool.
1) The same restrictions apply in G01 linear interpolation mode operation.
2) The maximum feedrates vary according to the machine specifications.
G34
X
Z
F25.4 J11
(1 mm unit system)
G34
X
Z
F230.9091
(10
µ
m unit system)
G34
X
Z
F2.309091
(1 mm unit system)
G34
X
Z
F2309.091
(1
µ
m unit system)
Spindle speed N = 100
×
10
3
10
π
= 3183 (rev/min)
Feedrate N
×
P = 3183
×
1.5 = 4775 (mm/min)
The incomplete thread length can be calculated as follows:
δ
1 =
δ
2 = 0.53
×
10
-3
×
4775 = 2.53 (mm)
Therefore,
δ
1 and
δ
2 should be 2.53 (mm) or longer.
where,
N: spindle speed
P: lead
Programmable thread lead
0.001 to 1000.000 mm
Spindle speed:
X-axis : Max. feedrate of X-axis
> N
×
P
Z-axis : Max. feedrate of Z-axis
> N
×
P





















































