





























5238-E P-79
SECTION 6 OFFSET FUNCTION
Switching from G41 to G42 or from G42 to G41
Before switching the tool nose radius compensation mode from G41 to G42 or from G42 to G41, it is
advisable to cancel the compensation mode by specifying G40.
If a switch-over is to be done with the compensation mode active, carefully check the movement of
the cutting tool resulting from the switch-over.
•
Switch-over in straight line to straight line cutting
Program Example:
LE33013R0300800100022
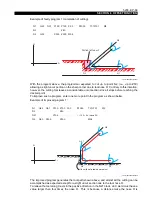
The motion of the cutting tool generated by the above program is as follows:
Commands in blocks, N1 and N2 are governed by G42 and those in blocks N3 and later are
governed by G41. To position the cutting tool at point N2, the tool nose R center lies to the right
side of straight line N1 - N2 since block N2 is in the G42 mode. As for block N3, the tool nose R
center lies to the left side of straight line N2 - N3 since block N3 is in the G41 mode. As a result,
the cutting tool is positioned at point A as shown above.
Positioning in block N2 is carried out at the left side of straight line N2 - N3.
•
Switch-over in straight line to arc cutting
The concept is the same as for straight line to straight line cutting.
LE33013R0300800100023
N2
N3
Z
1
Z
2
T
F
N1
G42
G01
G41
G00
G00
X
1
X
2
X
3
Z
3
N4
X
4
Z
4
X
+
Z
+
N4
N3
N1
N2
A
Expected tool position
N2
N3
Z
1
Z
2
F
1
I
3
T
K
3
N1
G42
G41
G01
G03
X
1
X
2
X
3
Z
3
X
+
Z
+
N3
N2
N1
G41
G42





















































