





























PART 1: CX-Programmer
CHAPTER 4 – Reference
OMRON
CX-Programmer _Page 70
Use the following procedure to show the rungs in RungWrap.
1, 2, 3…
1. Select the PLC object from the project workspace.
2. Select
the
Work On-line
button from the toolbar. A confirmation message is displayed:
select the
Yes
pushbutton to connect to the PLC.
3. Select
the
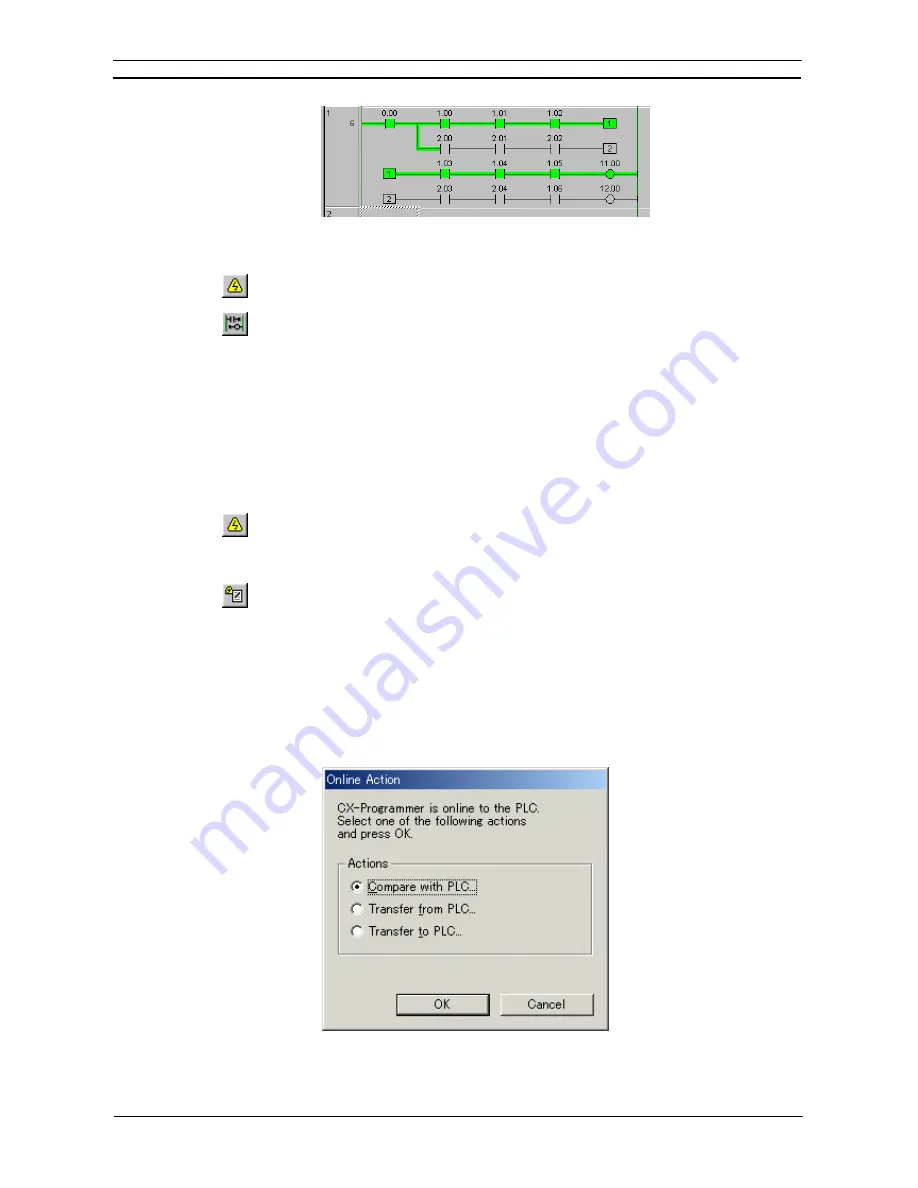
Monitor in RungWrap
button from the toolbar. The rungs are cut into the size
of the right bus-bar and arranged to show long rungs in the view.
Programming On-line
Once a program has been created and the project and PLC settings are satisfactory, the PLC can be connected to
allow on-line operations to be performed.
It is usual to have the PLC running in Monitor mode while using on-line editing functions. On-line editing is
not possible in Run mode.
Use the following procedure to program whilst on-line.
1, 2, 3…
1. Select the PLC object in the project workplace.
2. Select
the
Work On-line
button from the toolbar (see note). A confirmation message is
displayed: select the
Yes
pushbutton to connect to the PLC. The icon in the project
workspace changes. The background colour of the Ladder program changes to show that
it is now an editable area.
3. Select
the
On-line Edit Rungs
button from the toolbar. The selected area is compared
against the same area on the PLC to ensure that they are the same. On-line edit cannot
continue until the versions are identical. More than one rung can be selected by keeping
the left-mouse button depressed and dragging the mouse over the required rungs.
4. The background colour of the selected rungs changes to show that it is now an editable
area. Whilst surrounding rungs cannot be edited, they or individual items within these
rungs, can be copied into the editable area.
Note:
If a checkmark has been placed by
Prohibit the online operations until the PC and PLC data
matches,
the following
Online Action
dialog box will appear so that you can select either
verifying or transferring data will be displayed.
•
If
Compare with PLC
is selected, the program will be verified between the CX-
Programmer and the PLC before going online.
•
If
Transfer from PLC
is selected, the program will be uploaded from the PLC
Summary of Contents for Sysmac WS02-CXPC1-EV3
Page 1: ...Cat No W414 E1 01 SYSMAC...
Page 2: ......
Page 3: ...SYSMAC WS02 CXPC1 EV3 CX Programmer Ver 3 1 Operation Manual Revised November 2002...
Page 4: ......
Page 6: ......
Page 7: ...PART1 CX Programmer...
Page 8: ......
Page 24: ......
Page 34: ......
Page 106: ......
Page 130: ......
Page 131: ...PART 2 CX Server PLC Tools...
Page 132: ......
Page 136: ......
Page 158: ......
Page 168: ......
Page 194: ......
Page 206: ......
Page 250: ......
Page 298: ......
Page 304: ......
Page 305: ...PART 3 CX Server Runtime...
Page 306: ......
Page 310: ......
Page 338: ......
Page 344: ......
Page 378: ......
Page 384: ......
Page 388: ......







































































