



























GSK988T Turning CNC System User Manual
172
Ⅰ
Programming
Fig. 4-58 Cancel compensation vector temporarily in G28
z
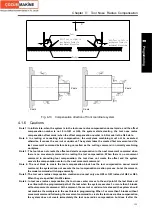
G53 automatic return to reference position
In compensation mode, when G53 is commanded, the system creates the offset vector which is
vertical with the tool motion direction before the end point of the last block. When the tool moves to
G53 position, the compensation vector is cancelled. The compensation vector is automatically
recovered when the system executes the next movement command.
Fig. 4-59 G53 temporarily cancelling compensation vector
z
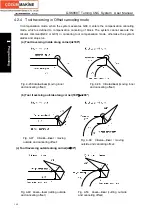
G71
~
G76 compound cycle; G92 fixed cycle, G84, G88 drilling cycle
When executing G71
~
G76 , G92 fixed cycle, G84, G88 drilling cycle, the system does not
execute the tool nose radius compensation and cancel it temporarily, and executes it in the next
blocks of G00, G01, G70, CNC automatically recovers the compensation mode.
Tool nose center path
N5
S
N6
r
S
L
r
N8
N7
G50 program block
G71~G76,
G92,G84,G88
S
Fig. 4-60 Cancel compensation vector temporarily in cycle pause
z
G32, G34 thread cutting
The system does not execute the tool nose radius compensation and temporarily cancels the tool
nose radius compensation in G32, G34, and it automatically recovers the compensation mode in
G00, G01.
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































