



























Chapter
Ⅳ
Tool Nose Radius Compensation
167
Ⅰ
Programming
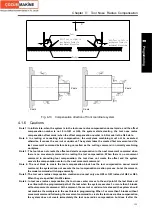
When the system executes G41 and G42 to change the offset direction between block A and B, a
vector perpendicular to block B is created from its starting point.
i ) Linear----Linear
Fig. 4-42 Linear—linear, no intersection
(
changing compensation direction
)
ii ) Linear ---circular
Fig. 4-43 Linear—circular without intersection
(
changing compensation direction
)
iii ) Circular-----circular
Fig. 4-44 Circular—circular without intersection (changing compensation direction)
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































