





























Chapter
Ⅱ
G Commands
53
Ⅰ
Programming
Note: The system has created the above coordinate system after the 1
st
reference position return is
executed. The coordinate system is created after the system is turned on with the absolute
position encoder.
2.13.1 Selecting machine coordinate system position G53
A particular on the machine as the machining reference is called as the machine zero which is
taken as the origin of the coordinate system is called as the machine coordinate system. After the
system is turned on, executing the manual reference position return sets the machine coordinate
system which keeps till the system is turned off.
Command format:
G53 IP ;
Command function
: when the position of the machine coordinate system is commanded, the
tool moves the position at the rapid traverse speed. Omitting one axis means the
axis does not move; when the system only specifies G53 without specifying the
positions of any axes, the system does not execute the motion.
Command explanation:
G53 is non-modal;
IP_: the absolute coordinate value for each axis in the machine
coordinate system must be specified by the absolute value.
As the following figure: the specified axis rapidly moves from A (20,
20) in the current workpiece coordinate system to B (-8, -10) in the
machine coordinate system.
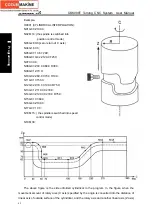
REF
Reference
position.
M0
Origin of machine coordinate system is a fixed point on the machine, No. 1240
value confirms the relative position of the reference position and the machine
origin.
M2
The
2
nd
reference position, No.1214 set the 2
nd
reference position position in the
machine coordinate system.
EXT
The outer origin offset can be set by No. 1220 or in the coordinate setting
window.
G50
The offset set by G50 is 0 when the system is turned on.
G54, 59
The offset of the workpiece coordinate system is set by No. 1221, No. 1226, and
is also set in the coordinate window.
W0-54,
W0-59
Origin of the workpice coordinate system.
G52
The offset of the local coordinate system is 0 when the system is switched on. All
workpiece coordinate systems share, i.e. the local coordinate system offset set in
one workpiece coordinate system can exist in other workpiece coordinate
system.
L0
Origin of the local coordinate system.
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































