





























Chapter
Ⅱ
G Commands
71
Ⅰ
Programming
G71 P80 Q120 U0.5 W0.2
;
(
roughing a---e
,
X machining allowance 0.5mm , Z 0.2mm
)
N80 G00 X40 S1200
;
(
Positioning
)
G01 Z-30 F100
;
(
a
→
b
)
X60 W-30
;
(
b
→
c
)
a
→
b
→
c
→
d
→
e blocks for finishing path
W-20
;
(
c
→
d
)
N120 X100 W-10
;
(
d
→
e
)
G70 P80 Q120
;
(
a---e blocks for finishing path
)
M30
;
(
End of block
)
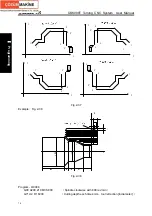
G71 supports continuous grooving machining:
Direction of the shape in the 2
nd
axis of the level (X axis in ZX level) is not necessary to
monotonous rise or fall, and there may be up to 10 groovings, which is shown below:
Fig. 2-39
But, external contour along Z must mononously rise or fall, and the following contour cannot be
machined:
Fig. 2-40
The first tool must be vertical: the machining can be executed when the shape along Z changes
mononously, which is shown below:
Fig. 2-41
The tool retraction should be executed after turning, and the retraction amount is
specified by R (e) or No 5133, which is shown below:
Monontone change is not observed
along the Z axis
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































