





























Chapter
Ⅱ
G Commands
67
Ⅰ
Programming
are the same one. The command is applied to the formed roughing of
non-formed rod.
Command format
:
G71 U
(
Δ
d
)
R
(
e
)
F S T
;
⑴
G71 P
(
ns
)
Q
(
nf
)
U
(
Δ
u
)
W
(
Δ
w
);
⑵
N
(
ns
)
.....;
........;
....
F
;
....
S
;
....
⑶
N
(
nf
).....;
Command specifications
:
(1) ns
~
nf blocks in programming must be followed G71 blocks. If they are in the front of G71
blocks, the system automatically searches and executes ns
~
nf blocks, and then
executes the next program following nf block after they are executed, which causes the
system executes ns
~
nf blocks repetitively;
(2) ns
~
nf blocks are used to count the roughing path and the blocks are not executed when
G71 is executed. F, S, T commands of ns
~
nf blocks are invalid when G71 is executed, at
the moment, F, S, T commands of G71 blocks are valid. F, S, T of ns
~
nf blocks are valid
when executing ns
~
nf to command G70 finishing cycle;
(3) For G71 (I type), ns block is only G00, G01 which has no Z (W) in Group 01, otherwise,
the system considers it G71 ( type)
Ⅱ
machining;
(4) X and Z dimensions must be changed monotonously (always increasing or reducing) for
the finishing path;
(5) In ns
~
nf blocks, there are only G commands: G01, G02, G03, G04, G96, G97, G98, G99,
G40, G41,G42 and the system cannot call subprograms(M98/M99);
(6) G96, G97, G98, G99, G40, G41, G42 are invalid in G71 and valid in G70, G96, G97, G98,
(7) When G71 is executed, the system can stop the automatic run and manual traverse, but
return to the position before manual traversing when G71 is executed again, otherwise,
the following path will be wrong;
(8) When the system is executing the feed hold or single block, the program pauses after the
system has executed end point of current path;
(9)
d
△
,
u are specified by the same U and different with or without being specified P,Q
△
commands;
(10) G71 cannot be executed in MDI, otherwise, the system alarms;
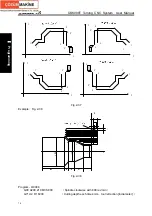
Relevant definitions:
Finishing
path
As Fig. 2-34, Part 3 of G71
(
ns
~
nf block)defines the finishing path, and the starting point
of finishing path (starting point of ns block)is the same these of starting point and end point
of G71, called A point; the first block of finishing path(ns block)is used to X rapid traversing
or tool infeed, and the end point of finishing path is called to B point; the end point of
finishing path(end point of nf block)is called to C point. The finishing path is A
→
B
→
C
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































