





























Chapter
Ⅱ
G Commands
47
Ⅰ
Programming
1. The next block of G31 is the incremental coordinate programming below.
Fig. 2-13
2
.
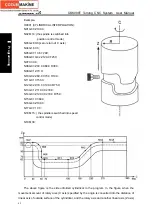
The next block of G31 is the absolute coordinate programming of one axis below.
Fig. 2-14
3. The next block of G31 is the absolute coordinate programming of two axes below
Program: G31 Z200 F100
G01 X100 Z300
Fig. 2-15
Skip signal explanation:
SKIP signal (SKIP): X3.5
Type: input signal
Function: X3.5 ends the skip cutting. I.e. in a block containing G31, the skip signal becoming the
absolute coordinate position of “1” is to be stored in the macro variable (#5061
~
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































