



























Chapter
Ⅳ
Tool Nose Radius Compensation
169
Ⅰ
Programming
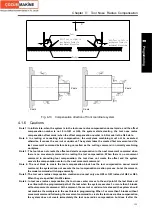
(d) Tool traversing outside along corner(
α
<
1°) ; linear
→
linear
Fig. 4-51 Linear—linear (
α
<
1°cutting outside and canceling offset)
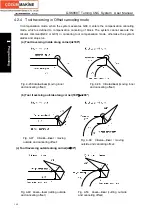
4.2.5 Tool interference check
“Interference” is defined that the tool cuts workpiece excessively and it can find out excessive
cutting in advance, the interference check is executed even if the excessive cutting is not created, but
the system cannot find out all tool interferences.
(1) Fundamental conditions
1) The tool path direction is different that of program path (angle is 90°~270° ).
2) In machining arc, there is great difference the two angles(
α
>
180°), the one is between the starting
point and the end point of the tool center path, and the other is between the starting point and the end
point of the programmed path, or the system cuts the inner of the arc (
α
>
180°) , and the tool cannot
pass the entrance, No.256 alarms.
Example: linear machining
Fig. 4-52 Machining interference, No.257 alarm appears
Fig. 4-53 Machining interference (2)
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































