





























Chapter
Ⅳ
Tool Nose Radius Compensation
151
Ⅰ
Programming
counting becomes 0, the life counting is valid.
Chapter IV Tool Nose Radius Compensation
4.1 Application
4.1.1 Overview
Part program is compiled generally for one point of tool according to a workpiece contour. The
point is generally regarded as the tool nose A point in an imaginary state (there is no imaginary tool
nose point in fact and the tool nose radius can be omitted when using the imaginary tool nose point to
program) or as the center point of tool nose arc ( as Fig. 4-1). Its nose of turning tool is not the
imaginary point but one arc owing to the processing and other requirement in the practical machining.
There is an error between the actual cutting point and the desired cutting point, which will cause the
over- or under-cutting affecting the part precision. So a tool nose radius compensation is needed in
machining to improve the part precision.
Fig. 4-1 Tool
B tool compensation is defined that a workpiece contour path is offset one tool nose radius,
which cause there is excessive cutting at an intersection of two programs because of executing
motion path of next after completing the previous block.
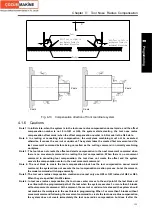
To avoid the above-mentioned ones, the system uses C tool compensation method (namely, tool
nose radius compensation). The system will read the next block instead of executing it immediately
after reading a block in C tool compensation method, and count corresponding motion path according
to intersection of blocks. Contour can be compensated precisely because reading two blocks are
pretreated as Fig.4-2.
Fig. 4-2
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































