





























Chapter
Ⅱ
G Commands
63
Ⅰ
Programming
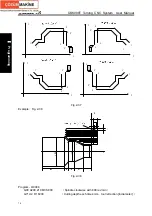
Example: Fig. 2-29, rod
Φ
125×110
Fig.2-31
Program
:
Program : O0002;
M3 S300 G0 X130 Z3;
G90 X120 Z-110 F200; (A
→
D, cut
Φ
120)
X110 Z-30;
X100;
X90;
X80;
X70;
X60;
G0 X120 Z-30;
G90 X120 Z-44 R-7.5 F150;
Z-56 R-15
Z-68 R-22.5
Z-80 R-30
M30;
2.14.2 Radial cutting cycle G94
Command function:
From starting point,
the cutting cycle of cylindrical surface or taper
surface is completed by radial feeding(X) and axial (Z or X and Z)
cutting.
Command format:
G94 X(U) __ Z(W) __ F__; (face cutting)
G94 X(U) __ Z(W) __ R__ F__; (taper face cutting)
Command specifications:
G94 is modal;
X_,Z_
Coordinate of cutting end point(C point in the figure below)in the direction of
the bottom side
U_,W_ Movement to cutting end point (C point in the figure below)in the direction of
bottom side
F_ Cutting
feedrate
R_
Taper Taper
(
radius value, with direction, range referred to the table below
(
A
→
B
,
6 times cutting cycle
Φ
60, increment of 10mm
)
(
B
→
C
,
4 times taper cutting
)
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































