





























3D Systems, Inc.
67
p/n: 15-D100, rev. D
7
5. The DMP Statistics window will pop up and provide
feedback on the previous job.
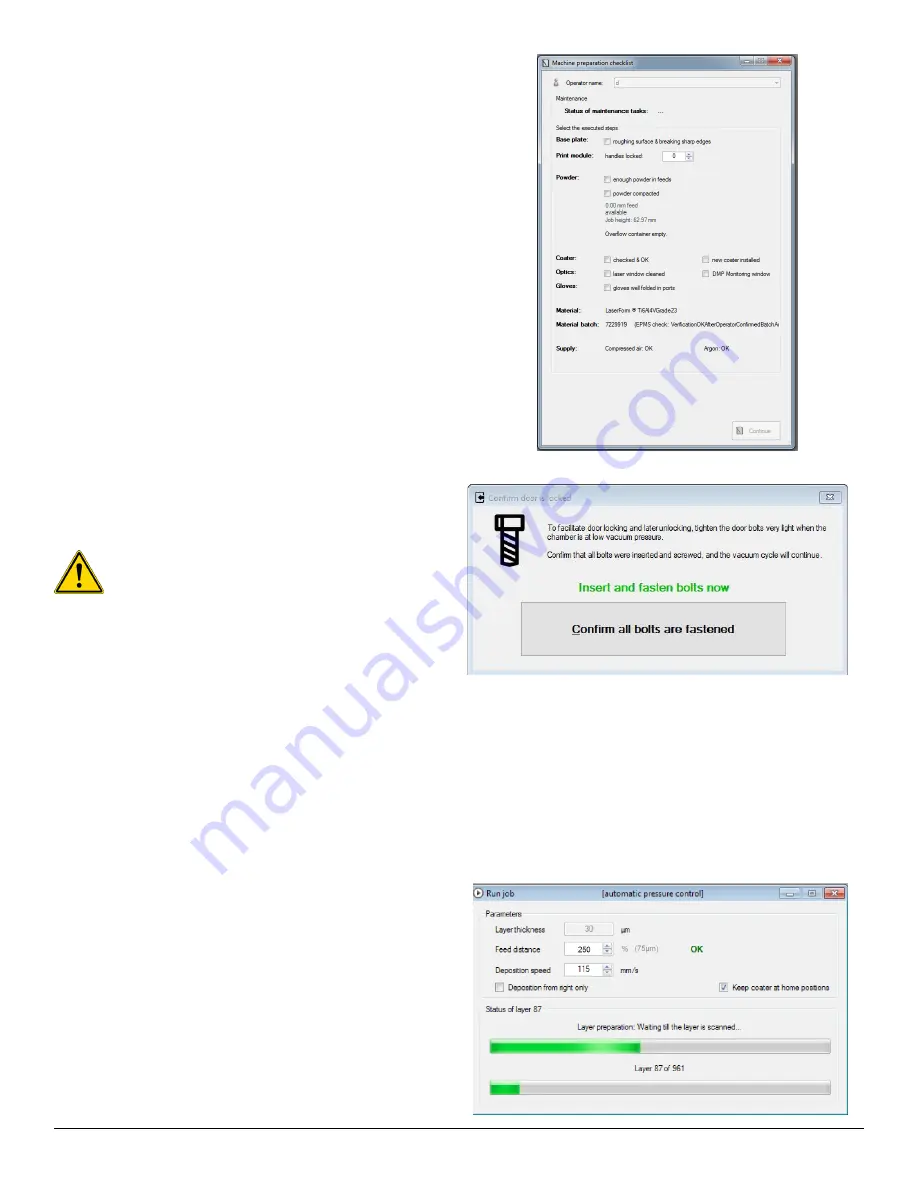
6. Next, the
Machine preparation checklist
will appear. Fill it in
appropriately to ensure the machine is prepared correctly.
7. Press
Continue
on the Machine preparation checklist. The
machine will now start removing the air from the process
chamber.
8. At -150 mbar the software will check for any leaks in the
system. At -800 mbar,
hand-tighten
each bolt on the
printer door to fully secure the printer door.
Caution: Do not over-tighten the printer door
bolts as it will be impossible to loosen them
afterwards when the printer chamber returns to
atmospheric pressure.
9. After the first preparation cycle a pop-up window will
appear. Click
Confirm all bolts are fastenend
.
10. The process chamber will go trough 3 inerting cycles. An
inerting cycle consists out of vacating the air out of the
process chamber and filling it with argon. This is performed
3 times to achieve oxygen levels of only 100 ppm.
When the 3 inerting cycles are finished, the DMP Flex 350 is
ready for printing.
11. During the automatic inertion cycle, the feeds will move
down and the powder in the feeds will become unflat. Use
manual operation to move the powder surface of the feeds
to just above the module top. Make sure you do not move
the build platform. Use the recoater to make a flat equal
powder bed.
12. In DMP Deposition, the
Run job
window is shown. In this
window, the feed can be changed during the job. At the
start of a job, the feed needs to be very high 300-350%.
The reason for this is that powder density at top of the feed
is not so high due to the vacuum preparation cycle: when
the machine is vacuuming the quick escape from air from
the powder creates loose powder at the top of the powder
feed platforms, the powder at the top is not compacted
as much as at the bottom of the feed. After 10 – 50 layers
you can start lowering the feed. A feed of approximately
250% (depending on the product volume) is recommended.
Higher volume parts need more powder, e.g. up to 320%.
Содержание DMP Flex 350
Страница 1: ...DMP Flex 350 Production printer User guide Original instructions ...
Страница 11: ...3D Systems Inc 6 p n 15 D100 rev D 1 x on the printer door 1 x on the scanner 2 1 4 Laser Safety Label ...
Страница 119: ...3D Systems Inc 114 p n 15 D100 rev D 8 BASIC REGULATIONS 8 1 EC Declaration of Conformity DoC ...