


























1.
2.
3.
1.
2.
3.
-
-
-
-
-
N O T I C E
DO NOT USE EXCESSIVE FORCE DURING THE FITTING PROCEDURE:
Do not exceed the specified vibration limits.
Do not exceed the specified permitted forces.
Procedure
Align the clamping set to the axis of the ISD 510 servo drive.
Insert the shaft in the clamping set.
Screw the clamping set together.
4.7.5.4 Tightening Torques for Fixing Screws
Always tighten the screws uniformly and crosswise.
Servo drive size
Thread type/
hole size
Maximum thread length
Tightening torque
Size 1, 1.5 Nm
Ø 5.8 mm
–
5 Nm
Size 2, 2.1 Nm
M6 pitch 1 mm
23 mm
6 Nm
Size 2, 2.9 Nm
Ø 7 mm
–
6 Nm
Size 2, 3.8 Nm
Ø 7 mm
–
6 Nm
Size 3, 5.2 Nm
Ø 9 mm
–
14 Nm
Size 3, 6.0 Nm
Ø 9 mm
–
14 Nm
Size 4, 11.2 Nm
Ø 11 mm
–
28 Nm
Size 4, 13.0 Nm
In preparation
–
In preparation
N O T I C E
The fixing screws are not supplied and must be selected according to the machine fixings.
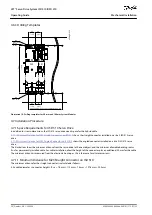
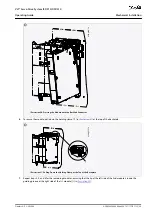
4.7.6 Fitting Instruction for DSD 510 Servo Drive
4.7.6.1 Clamping the DSD 510 Servo Drive
Observe the following fitting instructions to ensure the reliable and effective fitting of the DSD 510 servo drive.
Procedure
Check the mounting surface and ensure that it has sufficient heat dispersion capacity. An unpainted surface is mandatory.
Drill the holes for mounting the DSD 510 (see
11.3.3 Dimensions of DSD 510 Servo Drive
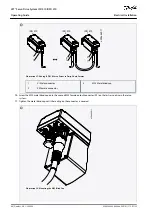
Mount the DSD 510 to the mounting plate using M5 screws.
The tightening torque is 3 Nm
Always use all 4 mounting holes.
AQ262449648484en-000101 / 175R1135
56 | Danfoss A/S © 2020.08
Mechanical Installation
VLT® Servo Drive System ISD 510/DSD 510
Operating Guide







































































