





























3 608 878 300
Tightening Technology |
Bosch Rexroth AG 477
System 350
| 3 608 878 300/2019-03
6.12.4
Configuring the PLUS Protocol connection in the BS350 operating system
The configuration window for PLUS in the BS350 operating system can be opened in two different ways.
This depends on the question whether the BS350 is connected to a tightening system ("online") or not
("offline"):
•
Online:
System
PLUS configuration
•
Offline:
File
New
PLUS configuration
Connection parameters
Operation parameters
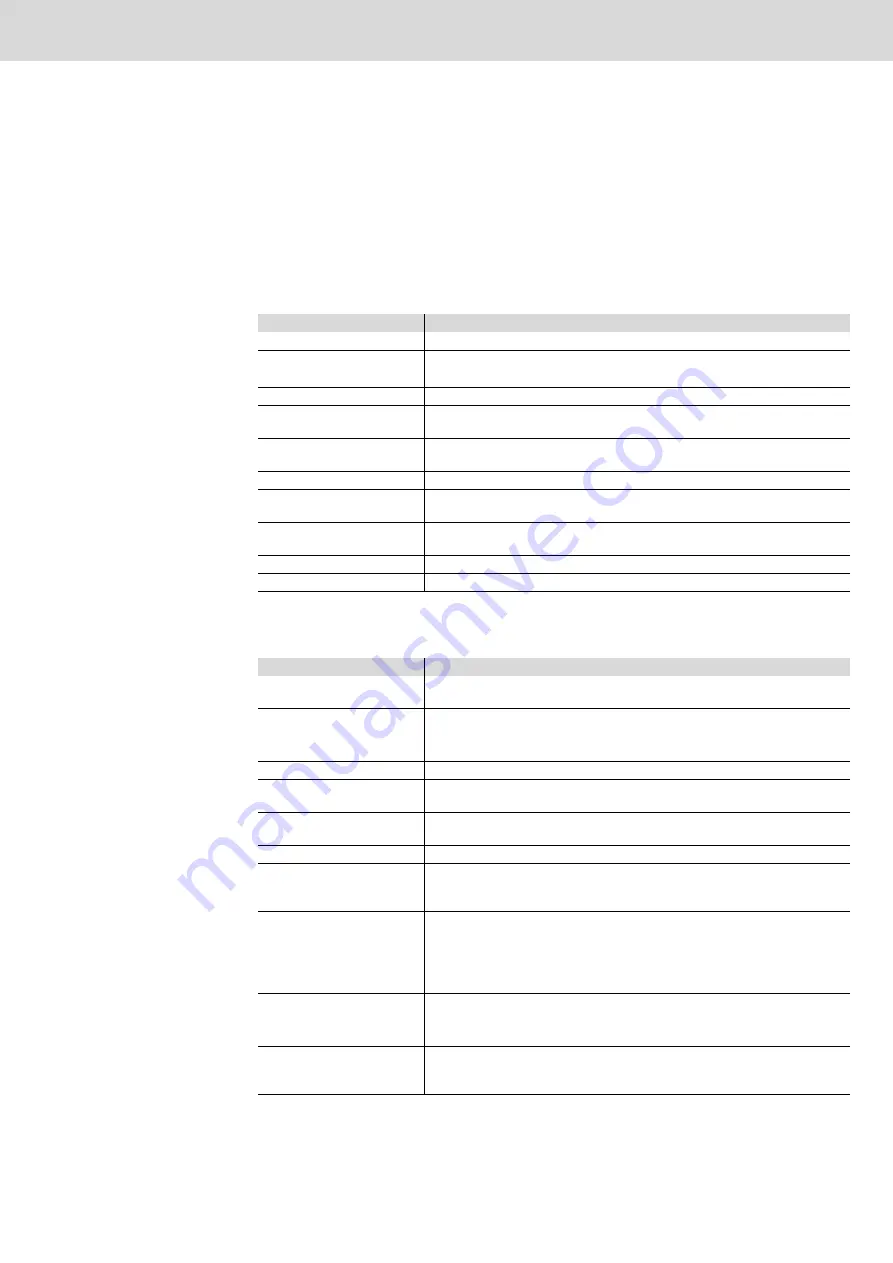
Table 6–152:
Settings in BS350 for PLUS - Tandem parameters
Element
Description
Port
PLUS server port.
IP filter
Default setting: 0.0.0.0 – allows communication with every tandem server
Fixed IP address entered – allows communication with only one entered server
Coupling no.
Specified by Daimler.
Resync with Conn.
Synchronization (block counter) after the connection to the server has been
established.
Ackn Timeout
Waiting time within which a telegram must have been acknowledged (in
milliseconds).
Response Timeout
Waiting time of a request until the response is given (in milliseconds).
Q1 repeat
Specifies how often the data must be sent again after PLUS has given a negative
response.
Resync after Q1
Synchronization (block counter) after a negative response from the BS350
tightening system.
Users
Parameter for data field in the PLUS Protocol
Error code
Error code for non-tightened tightening positions (default: N31)
Table 6–153:
Settings in BS350 for PLUS - OP
Element
Description
OP
Operation 1 to Operation 8 – Selects the operation for which the parameters are to
be set.
Active
Specifies whether the operation selected is to be used.
Note: Operations are processed sequentially. The first inactive operation defines the
total number of active operations.
Delete OP
Deletes the operation selected.
ID
Unique identifier of the operation selected – cannot be edited! Only for BS350, is
not used in the PLUS Protocol.
Name
Name for the operation selected, can be selected as desired. Only for BS350, is not
used in the PLUS Protocol.
Production point
Specifies the production point at which the operation is performed.
ID filter
Allows selecting/filtering certain areas from the complete ID If you enter “I" here, the
character is applied at the place in the PLUS ID code that is identified by “I". If you
enter an asterisk ("*"), the character is ignored.
ID_PosMask
Individual positions from the complete ID code can be masked for further
processing in IndraLogic (IL), e.g. for program selection. If you enter "P" here, the
character is applied at the place in the PLUS ID code that is identified by "P". If you
enter an asterisk ("*"), the character is ignored.
ID type request/
ID type station
Defines the ID type inquired:
KNR (car body number), PNR (production number) LTR (carrier number) or VTI
(variable ID)
Operating mode
Parameter for transferring the operating mode to the IL for execution. The IL requires
this information in case of a generic IL program. Whether or not this information is
used, depends on the IL.
Содержание Rexroth Tightening System 350
Страница 4: ...4 641 Bosch Rexroth AG Schraubtechnik System 350 3 608 878 300 2019 03 ...
Страница 120: ...120 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...
Страница 194: ...194 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...
Страница 638: ...638 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...







































































