





























W1: Tool offset
18.9 Basic tool orientation
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1543
Tool length components
The components of the tool orientation are treated the same as the components of the tool length, with respect to
setting data:
SD42910 $SC_MIRROR_TOOL_LENGTH (Sign change tool wear when mirroring).
SD42950 $SC_TOOL_LENGTH_TYPE (allocation of the tool length components independent of tool type)
Therefore the components are changed respectively and assigned to the geometry axis.
System variable $TC_DPV[t, d]
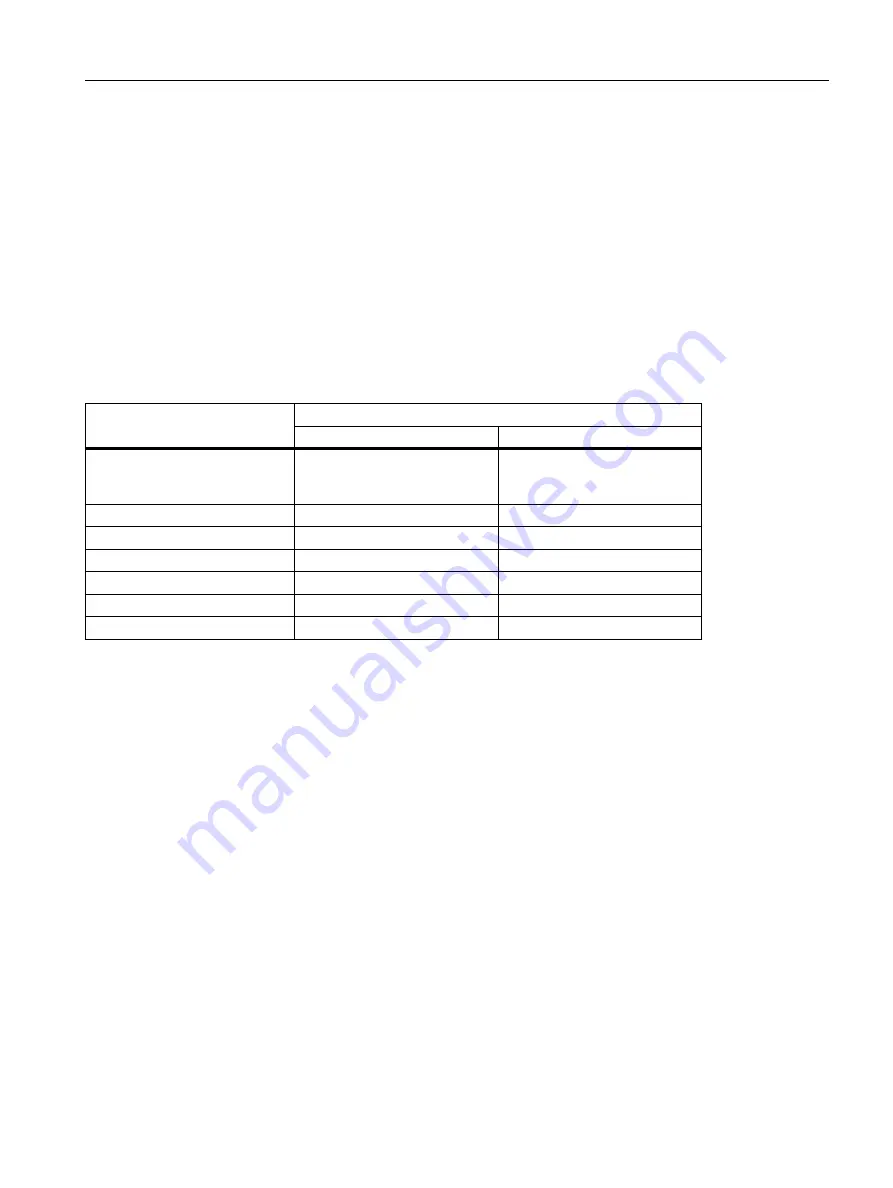
The purpose of system variable $TC_DPV[t, d] is to allow the simple specification of certain basic orientations
(parallel to coordinate axes) that are required frequently. The permissible values are shown in the table below.
The values in the first and second/third columns are equivalent.
Example:
For milling tools:
$TC_DPV[t, d] = 2 is equal to:
$TC_DPV3[t, d] = 0, $TC_DPV4[t, d] = 0, $TC_DPV5[t, d] = V.
$TC_DPV[t, d]
Basic orientation
Milling tools *
Turning tools *
≤ 0 or > 6
($TC_DPV5[t, d],
$TC_DPV4[t, d],
$TC_DPV3[t, d],) **
($TC_DPV3[t, d],
$TC_DPV5[t, d],
$TC_DPV4[t, d],) **
1
(0, 0, V)
(0, V, 0)
2
(0, V, 0)
(0, 0, V)
3
(V, 0, 0)
(V, 0, 0)
4
(0, 0, -V)
(0, -V, 0)
5
(0, -V, 0)
(0, 0, -V)
6
(-V, 0, 0)
(-V, 0, 0)
*
Turning tools in this context are any tools whose tool type ($TC_DP1[t, d]) is between 400 and
599. All other tool types refer to milling tools.
**
If all three values $TC_DPV3[t, d], $TC_DPV4[t, d], $TC_DPV5[t, d] are equal to zero in this
case, the tool orientation is determined by the active machining plane (default).
V
Stands for a positive value in the corresponding system variables.







































































