





























FX Series Positioning Controllers
Program Examples 9
9-12
9.3.6
Interrupt stop at 1-step speed (FX
2N
-10GM, FX
2N
-20GM)
1) Outline of positioning
When an interrupt signal is input from the outside while the machine is operating in the
speed mode, the positioning mode is selected, and the machine stops after moving for the
specified distance.
2) Operating procedure
c
The machine starts to move by the start command. When the interrupt signal X4 (X2 in
the FX
2N
-10GM) <for the X axis> is turned on from the outside, the machine moves by the
specified incremental quantity from that point, then stops.
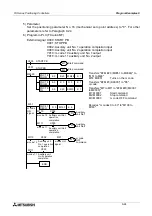
3) Operation chart
4) Program
5) Parameter
Set the positioning parameter No. 16 (mechanical zero point address) to "0". For other
parameters, refer to Paragraph 9.2.4.
0
X4 ON
Specified quantity "2,000"
Movement distance
Speed
Line No.
Instruction
Description
Ox0, N0
cod92(SET) x0;
Sets the current value to "0".
N1
cod71(SINT) x2000 f1200; Moves the machine at the speed "1,200" until X4
turns on. When X4 turns on, the machine moves
by the incremental quantity "2,000" at the same
speed, then stops.
N2
m02(END);
Summary of Contents for FX2N-10GM
Page 1: ...HARDWARE PROGRAMMING MANUAL FX2N 10GM FX2N 20GM ...
Page 4: ...FX Series Positioning Controllers ii ...
Page 6: ...FX Series Positioning Controllers iv ...
Page 46: ...FX Series Positioning Controllers Introduction 1 1 34 MEMO ...
Page 76: ...FX Series Positioning Controllers Wiring 3 3 24 MEMO ...
Page 222: ...FX Series Positioning Controllers Operation Maintenance and Inspection 8 8 18 MEMO ...
Page 256: ...FX Series Positioning Controllers Program Examples 9 9 34 MEMO ...







































































