



























06.03
10.5 Axes and spindles
10-356
Siemens AG, 2003. All rights reserved
SINUMERIK 840Di Manual (HBI) – 06.03 Edition
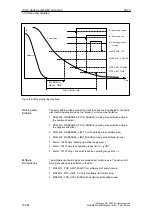
MD 34040: REFP_VELO_SEARCH_MARKER (referencing speed)
MD34060: REFP_MAX_MARKER_DIST
(maximum path between two reference marks)
MD34300: ENC_REFP_MARKER_DIST
(distance between reference marks)
IS: DB21 ...30, DBX36.2 (“All axes to be referenced are referenced”
IS: DB31, ... DBX4.7/DBX4.6 (“Traversing keys plus/minus”)
IS: DB31, ... DBX12.7 (“Reference point approach delay”)
IS: DB31, ... DBX60.4, DBX60.5 (“Referenced/synchronized 1, 2”).
Properties of phase 1
If the machine axis traverses a distance defined in MD
34300: REFP_MARKER_DIST
(max. distance to the reference mark)
without overtraveling the two reference marks, the machine axis stops
and
– alarm 20004 “Reference mark missing”
is output.
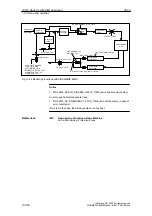
The following machine data and interface signals are important:
MD 34070: REFP_VELO_POS (target point positioning velocity)
MD 34090: REFP_MOVE_DIST_CORR (absolute offset)
Set MD 34100: REFP_SET_POS (target point)
MD 34330: REFP_STOP_AT_ABS_MARKER (with/without target point)
IS: DB31, ... DBX60.4, DBX60.5 (“Referenced/synchronized 1, 2”).
Properties of phase 2
The feed override (the feed override switch) is active.
The feed stop (channel-specific and axis-specific) is active.
The machine axis can be stopped and started again using NC Stop/NC
Start.
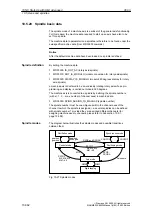
To determine the absolute offset between the measuring system zero point and
the machine zero, the following procedure is proposed:
1. Determine the actual position of the measuring system
After two reference marks following one after the other (synchronized) have
been overtraveled, the actual position of the length measuring system can be
read on the user interface at “Actual position”.
MD 34090: REFP_MOVE_DIST_CORR (reference point/absolute offset) must
be zero at this time.
2. Determine the absolute machine actual position
Traverse the machine axis to a position at which the actual machine position
can be exactly measured with reference to machine zero, e.g. using a laser
interferometer.
3. Calculate the absolute offset.
Phase 2:
Traversing to the
target point
Determining the
absolute off-set
10 NC Start-Up with HMI Advanced
Содержание SINUMERIK 840Di
Страница 1: ...Manual 06 2003 Edition SINUMERIK 840Di ...
Страница 2: ......
Страница 522: ...06 03 A 522 Siemens AG 2003 All rights reserved SINUMERIK 840Di Manual HBI 06 03 Edition A Abbreviations Notes ...
Страница 548: ...06 03 Index 548 Siemens AG 2003 All rights reserved SINUMERIK 840Di Manual HBI 06 03 Edition Index ...
Страница 550: ......







































































