

























06.03
10.5 Axes and spindles
10-358
Siemens AG, 2003. All rights reserved
SINUMERIK 840Di Manual (HBI) – 06.03 Edition
The “operator-assisted adjustment” will be described in the following. For the
other two kinds of adjustment, see:
References:
/FB/, Description of Functions, Basic Machine
R1, Reference Point Approach
Section: Automatic calibration with probe
Adjustment with BERO.
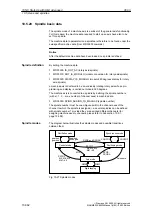
The machine axis to be adjusted is moved to a defined machine position, and
then the appropriate actual value is set in the NC.
Chronological sequence
1. Parameterize the referencing mode to “No reference point approach; accep-
tance of MD34100: REFP_SET_POS” by setting value “0” in:
MD34200: ENC_REFP_MODE[n] (referencing mode)
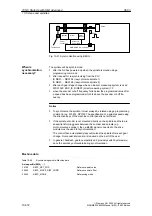
2. Approach a known machine position
Traverse the machine axis in JOG mode to a known position.
The direction in which the position is approached must correspond to the
direction set in
MD34010: REFP_CAM_DIR_IS_MINUS (ref. point approach in
the minus direction)
(0 = positive direction, 1 = negative direction).
Notice
This known position must be approached at slow velocity and always from the
same direction to make sure that the actual value is not invalidated by the
backlash in the drive system.
3. Enter the approached machine position in the machine data:
MD34100: REFP_SET_POS[n] (ref. point value) = machine position
(This value can be a value specified from the design (e.g. fixed stop) or be
determined using a measuring instrument)
4. Enable “adjustment” in the NC by entering the value 1 (“enable encoder ad-
justment”) in:
MD34210: ENC_REFP_STATE[n] (status of absolute encoder)
5. Carry out “NCK RSET” to enable the changed machine data.
6. After the NC has powered up, switch over to JOG/REF mode and select
there the appropriate machine axis.
7. Calculation of the reference point offset
Press the traversing key already used in Step 2 to calculate the offset be-
tween the actual machine position and the actual encoder position and enter
itin
MD34090: REFP_MOVE_DIST_CORR[n] (reference point offset).
The machine axis is marked adjusted by the NC by the change of the dis-
played value in the axis-specific machine data:
MD34210: ENC_REFP_STATE[n] (status of absolute encoder)
from 1 = “Encoder adjustment enabled” to 2 = “Encoder is adjusted”.
Operator-assisted
adjustment
10 NC Start-Up with HMI Advanced
Содержание SINUMERIK 840Di
Страница 1: ...Manual 06 2003 Edition SINUMERIK 840Di ...
Страница 2: ......
Страница 522: ...06 03 A 522 Siemens AG 2003 All rights reserved SINUMERIK 840Di Manual HBI 06 03 Edition A Abbreviations Notes ...
Страница 548: ...06 03 Index 548 Siemens AG 2003 All rights reserved SINUMERIK 840Di Manual HBI 06 03 Edition Index ...
Страница 550: ......