





























Specialized Concentrated Focused
「
30
」
Menu Functions
Fig. 4-14 Sort
[Manual Set Machining Order]
Under [Manual Set Machining Order] menu item, included sub-menu items are
.
After
―Set Machining Order‖ or the button
on the drawing toolbar is selected, +
①
is added near
the cursor. At this time, clicking on any object will make its machining order become 1, while the order
of left objects will change to 2, 3,
… sequentially according to the original order.
If
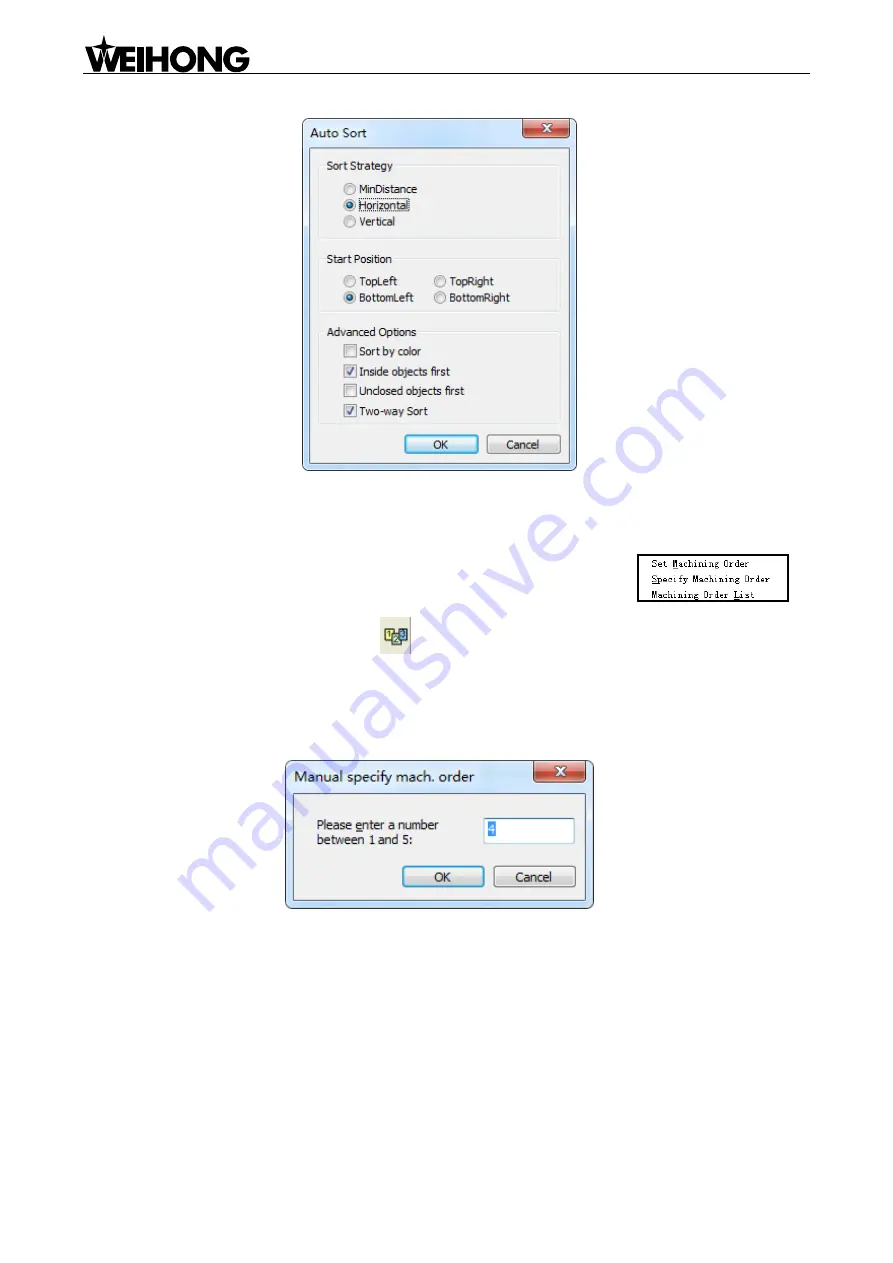
―Specify Machining Order‖ is selected, a dialog as shown in Fig. 4-15 will pop up.
Fig. 4-15 Manually set machining order
In the above dialog, the machining order of the currently selected object can be set. Note that an error
message as Fig. 4-16 will be displayed if more than one object is selected.